
Výroba nábytkových fasád na bázi MDF desek se skládá z několika stupňů zpracování: řezání, profilování a laminování. V tomto článku se budeme podrobně zabývat procesy řezání a profilování.
Řezání MDF plechů je možné provádět jak na formátovacých pilách a velkoplošných pilách, tak na CNC obráběcích centrech. V prvním případě se pily používají hlavně s tvrdokovovými zuby pro hlavní pilu a tvrdokovem nebo diamantem pro předřezávací kotouč. 
Sortiment společnosti Stancomplect zahrnuje jak karbidové základní a předřezávací pilové kotouče od GOLDEN EAGLE a HD, tak i osvědčené HD diamantové předřezávací pilové kotouče.
Použití karbidových a diamantových pil je vhodné použít pro řezání obdélníkových přířezů MDF fasád s ohledem na jejich následující výhody:
- Relativně nízké náklady;
- Malá tloušťka řezu;
- Zdroj před naostřením hlavní pily při řezání MDF je více než 2000 m (asi 1000 přířezů fasád);
- Hlavní pilu lze naostřit 20-25krát.
Řezání plechů na CNC obráběcích centrech se provádí karbidovými koncovými frézami nebo polykrystalickými diamantovými frézami.

Výhody karbidu:
- Malý řezný průměr 6 mm a v důsledku toho výrazná úspora materiálu. Pro srovnání jsem pil z diamantových fréz 12, 16 nebo 20 mm.
- Nízká cena samotné frézy a v důsledku toho snížení nákladů na samotný provoz, možnost pracovat s nekvalitními materiály bez obav z jejich poškození.
- Vysoká kvalita řezu - schopnost řezat díly za určitých podmínek v jednom průchodu.
- Ušetřete materiál řezáním 6 mm místo 12 nebo 16 (jako u diamantových fréz).
Mezi nevýhody patří možná nízký zdroj před ostřením. Diamantové nástroje před ostřením ujdou asi 5000 metrů, nástroje z tvrdokovu asi 1200 metrů.

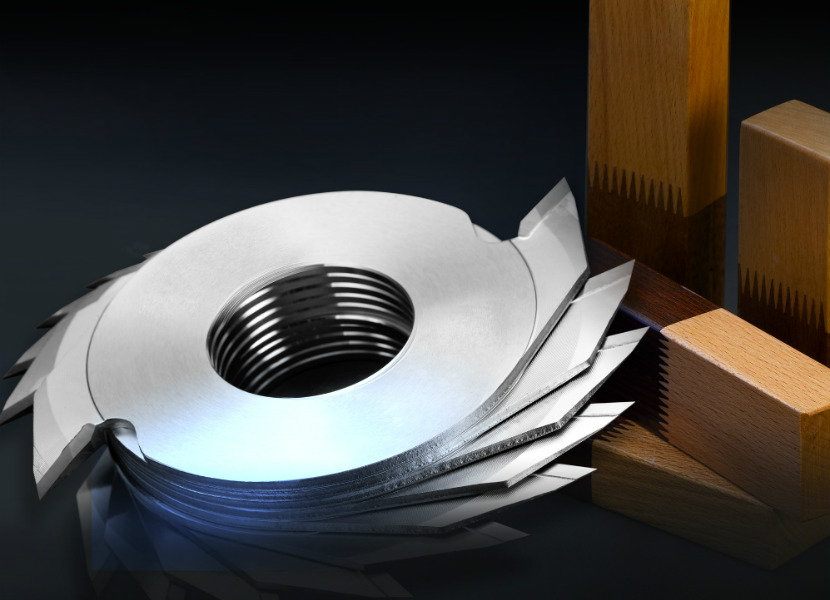
Mezi diamantovými stopkovými frézami pro klížení vynikají hnízdové frézy. Liší se provedením v závislosti na počtu rovin posuvu: pro posuv v jedné rovině (1 + 1), ve dvou rovinách (2 + 2), ve třech rovinách (3 + 3) z jsou vyrobeny na základě maximální produktivity stroje. zařízení.
Charakteristickým znakem těchto fréz je maximální počet břitových destiček, jejich spirálové uspořádání, průměr řezu 12-20 mm, výška řezu 25-35 mm pro zajištění potřebné tuhosti nástroje a umístění řezných prvků.
Takový nástroj umožňuje posuvy od 20 m/min (pro frézy 3 + 3) a používá se v malosériové výrobě skříňového nábytku podle technologie, kdy se řezání, profilování a aditivace provádí v jedné instalaci na obráběcím centru. Typickým představitelem tohoto typu fréz jsou frézy od tchajwanského výrobce HD. 
Pokud se pro řezání desek používá pouze univerzální nástroj, pak pro profilování jsou zapotřebí frézy s poměrně specifickým vzorem, které se často vyrábějí podle výkresů konkrétního výrobce fasád.
Cenově nejdostupnějším nástrojem pro profilování fasád jsou frézy z tvrdokovu pájené HD. Jedná se o koncový nástroj o průměru stopky 8,12 mm, určený pro kopírky a přenosné frézky.
Pro profilování vnitřku fasád se velmi často používají rádiusové frézy a frézy ve tvaru V pro gravírování vzorů. Existuje mnoho fréz se složitějším profilem a průměrem řezu, které umožňují získat na fasádě výrazný geometrický vzor.
 Technicky nejdokonalejším řešením pro zpracování MDF fasád je použití diamantových profilových fréz. Odolnost materiálu řezné hrany proti opotřebení vám umožňuje hodně pracovat s frézou, aniž byste byli rozptylováni výměnou nástrojů nebo nožů.
Technicky nejdokonalejším řešením pro zpracování MDF fasád je použití diamantových profilových fréz. Odolnost materiálu řezné hrany proti opotřebení vám umožňuje hodně pracovat s frézou, aniž byste byli rozptylováni výměnou nástrojů nebo nožů.
Ekonomicky výhodné je použití diamantových nástrojů při velkém objemu výroby fasád se stejným typem frézovacího profilu. Zároveň by kvalita zpracovaných desek měla vyloučit možnost poškození řezných hran tvrdými vměstky.
Profilové diamantové frézy jsou hojně zastoupeny na stránkách Stancomplect, dokonce existují sady profilových diamantových fréz na fasády (od dvou do pěti fréz na sadu), dle provedení fasády.
Nejčastěji v prodejnách nábytku můžete vidět fasády, při jejichž výrobě byly použity frézy dvou profilů: zaoblení po obvodu a frézování vnitřního uzavřeného obrysu. A pět nástrojů již stačí k vytvoření imitace rámové fasády z masivního dřeva s panelem.
")
 pro řezání dřevotřísky, MDF, překližky")







Napsat komentář