
В предыдущей статье мы рассмотрели, какие станки обычно выбирают для производств малого размера. Теперь пришло время разобраться со средними. Какой же лучший станок для среднего мебельного производства и как его выбрать? Исходя из названия, они уже обладают большими площадями и не так ограничены в бюджете. От этого мы и будем отталкиваться. Начнем с первого этапа производства – раскроя материала.
Раскрой материала



Первым отличием от малого производства будет роль форматно-раскроечного станка в процессе производства. В малом производстве он мог быть основой процесса, но в среднем он играет совершенно другую роль. Этот станок используется для раскроя деталей под углом и изготовления деталей со скошенным краем.

В данном типе производств есть два основных варианта раскроя. Первый – раскроечный центр, а второй – обрабатывающий центр с ЧПУ с плоским столом. У каждого из них разные принципы обработки, и поэтому необходимо выбирать их в зависимости от потребностей производства. Первый проводит эту операцию при помощи пилы. Второй – при помощи фрезы.
Раскроечный центр является простым по принципу работы станком, который специализируется на пакетном раскрое нескольких листов материала, обеспечивая безальтернативную продуктивность. Его основное преимущество – высокая продуктивность и точность раскроя, что делает его незаменимым для серийного производства. Однако, в сравнении с обрабатывающим центром, он является менее гибким при обработке, позволяя работать только с прямолинейными деталями.
К тому же, раскроечные центры с ЧПУ оснащаются промышленными компьютерами, что позволяет использовать программы для оптимизации раскроя. Такие программы автоматически формируют карты раскроя с учетом габаритов деталей и параметров материала, минимизируя отходы и максимально эффективно используя каждый лист.

Обрабатывающий центр, наоборот, специализируется на индивидуальном подходе к обработке материала. Он может раскраивать только один лист за цикл, но благодаря свободному перемещению фрезы по осям X, Y и Z, а также наличию магазина смены инструмента и сверлильной группы, обеспечивается недосягаемая для все остальных раскроечных станков гибкость обработки. Наиболее важным проявлением этой гибкости является возможность одновременно осуществлять раскрой криволинейных деталей, сверление и фрезеровку фасадов. Такая универсальность позволяет использовать специализированные программы-оптимизаторы с еще большей эффективностью.

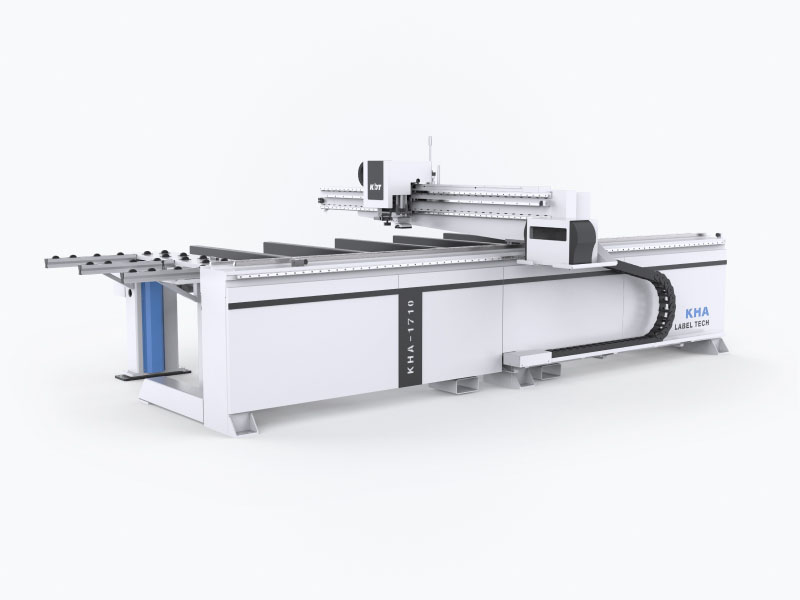

Также важным преимуществом является возможность автоматизации раскроя при помощи обрабатывающего центра с ЧПУ. На загрузочный стол загружается пакет листов материала. При помощи функции автоподъема стол поднимает лист до рабочего уровня станка. На загрузчике установлен принтер этикеток, который помещает этикетки на материале. Использование этикеток в дальнейшем процессе производства позволяет автоматически перенастроить станки согласно с программами обработки и вести учет деталей.
С загрузочного стола при помощи вакуумных модулей лист с наклейками загружается на станок для обработки. Одновременно с раскроем, на новом листе уже помещаются этикетки.
Со станка уже обработанные детали перемещаются на разгрузочный стол. При полной автоматизации специальный роботизированный манипулятор выгружает такую продукцию на конвейер для дальнейшей обработки. Но в условиях среднего производства, обычно, эта работа выполняется вручную.
Все обрабатывающие центры с ЧПУ в нашем ассортименте в базовой комплектации оснащены всеми необходимыми компонентами для автоматизации. Вы можете сначала приобрести станок и потом, в удобное для вас время, дооснастить его загрузочным и разгрузочным столами.

Из описания выше становится понятно, что пильный центр является приоритетным для приобретения для массового производства однотипных прямоугольных деталей. Он обеспечивает максимальную продуктивность при пакетном раскрое. Но ему не хватает гибкости при обработке деталей, отличных от прямых.
В свою очередь, обрабатывающий центр с ЧПУ отличается именно гибкостью обработки. Это оптимальное решение для производств, которые работают с индивидуальными заказами. Каждый обрабатывающий центр, представленный в нашем каталоге, уже в базовой комплектации оснащен всеми ключевыми компонентами, необходимыми для дальнейшей автоматизации. Оборудование для автоматизации станка можно приобрести отдельно.
Кромкооблицовка
Вопрос про кромкооблицовку из предыдущей статьи сейчас уже не стоит. На среднем производстве обязательно будут присутствовать как универсальные, так и проходные кромкооблицовочные станки.

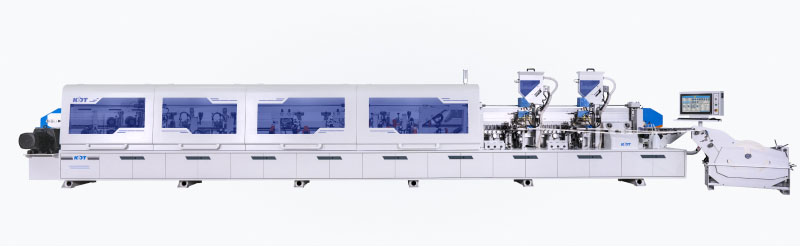
При разработке цеха возникает новый вопрос: а какой именно станок проходного типа выбрать? Окончательного ответа на него нет. Одни обращают внимание на продуктивность станка, другие - на его узлы. Немалую роль играют цена и размеры самого станка.
Поэтому мы начнем с разбора характеристик, чтобы вы определились, что именно вам нужно.
Первой характеристикой будет продуктивность станка. Она состоит из трех основных компонентов: скорости подачи деталей, минимального расстояния между ними при обработке и длины самого станка.

Чем больше скорость обработки, тем больше продуктивность. Скорость подачи на наших станках разнится от 8 м/с до 42 м/с. Расстояние между деталями варьируется от 350 мм до 1 м. Конечно, чем меньше расстояние, тем больше продуктивность. Последним вопросом является длина самого станка, индивидуальная для каждого из них.
На разных станках минимальные размеры деталей очень отличаются. Например, 150х135, 300х45 или даже 100х60.
Следующим, не менее важным параметром, является наличие разнообразных узлов станка, которые определяют его функциональные возможности. Так что рассмотрим эти узлы в порядке, в котором деталь проходит через них в станке.
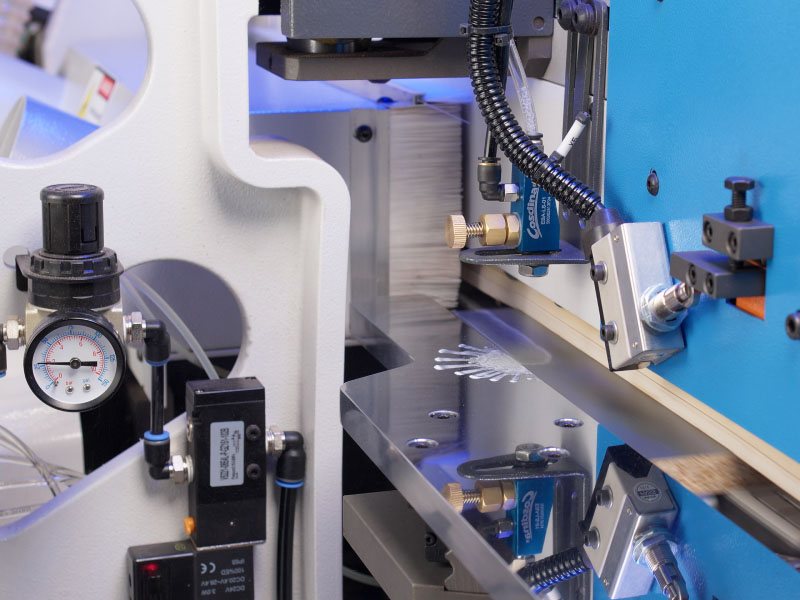
Нанесение антиадгезивной жидкости
Перед обработкой на деталь наносится антиадгезивная жидкость, которая предотвращает застывание клея на необработанных частях детали.
Узел предварительной фрезеровки
Узел предварительной фрезеровки отвечает за предварительное выравнивание торца детали перед нанесением кромки. Он удаляет незначительные неровности и гарантирует точность обработки. Примером таких неровностей может служить след от подрезной пилы.
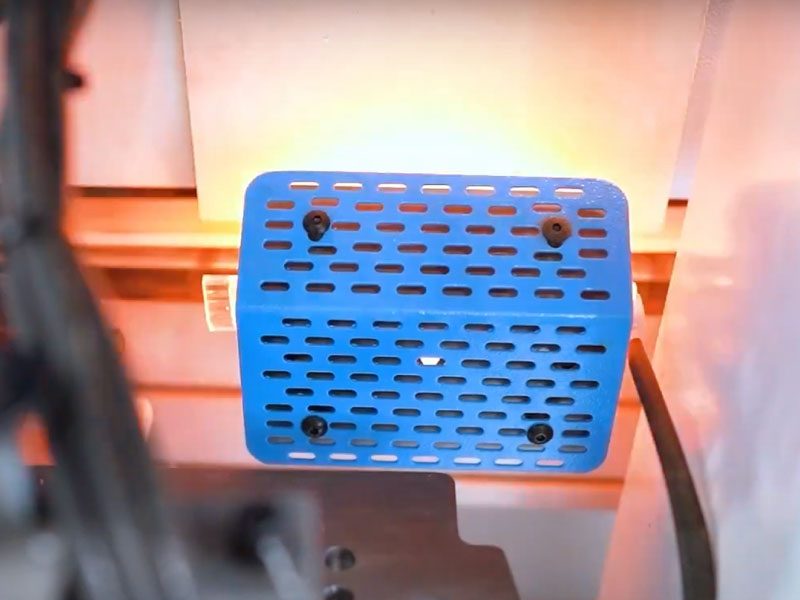
Инфракрасная лампа
Инфракрасная лампа нагрева установлена перед узлом нанесения. Она прогревает торец деталей и выпаривает остатки влаги, что повышает адгезию клея и обеспечивает более надежное соединение кромки с деталью.
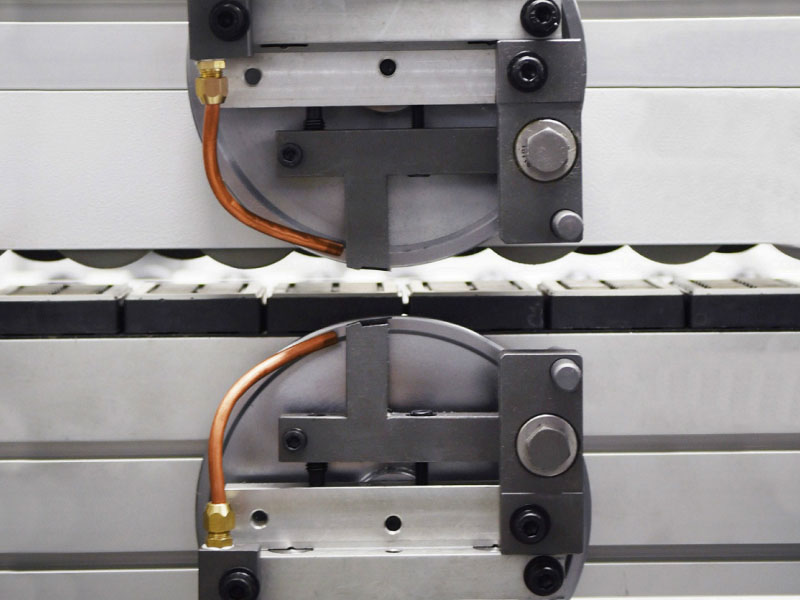
Узел нанесения клея
Узел нанесения клея, в зависимости от конфигурации станка, включает клеевую ванну, систему предварительного расплавления клея и прижимную группу.
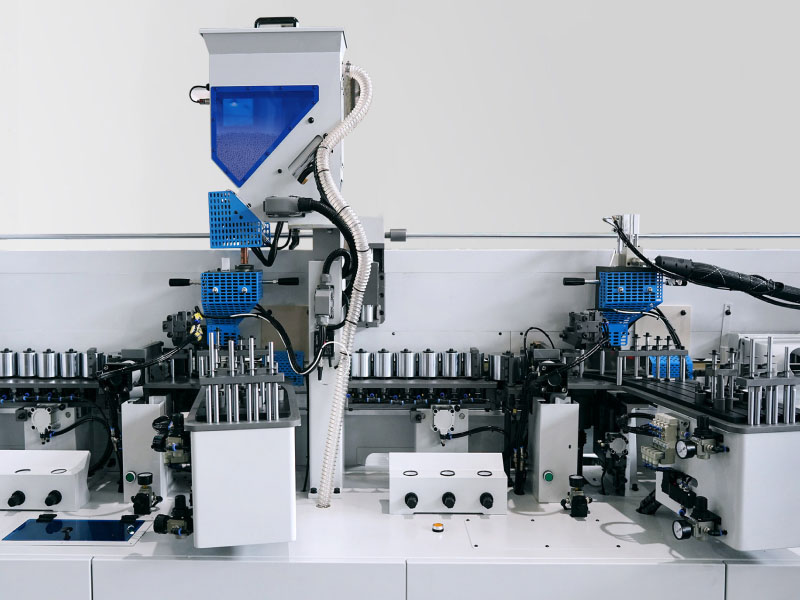
Клеевые ванны на кромкооблицовочных станках KDT делятся на два типа: нижние и верхние. Нижние клеевые ванны являются более простым решением и предназначены для работы только с клеем EVA. Верхние клеевые ванны могут работать с EVA и PUR клеями и имеют ряд других преимуществ в сравнении с нижними, среди которых более простое обслуживание и возможность быстрой замены на другой тип или цвет клея. За счет быстросменной конструкции ванны становится возможным использование многофункциональной станции для очищения и хранения клеевых агрегатов KDT 88S.
Узел нанесения клея с нижней клеевой ванной на станке KE-655JSA
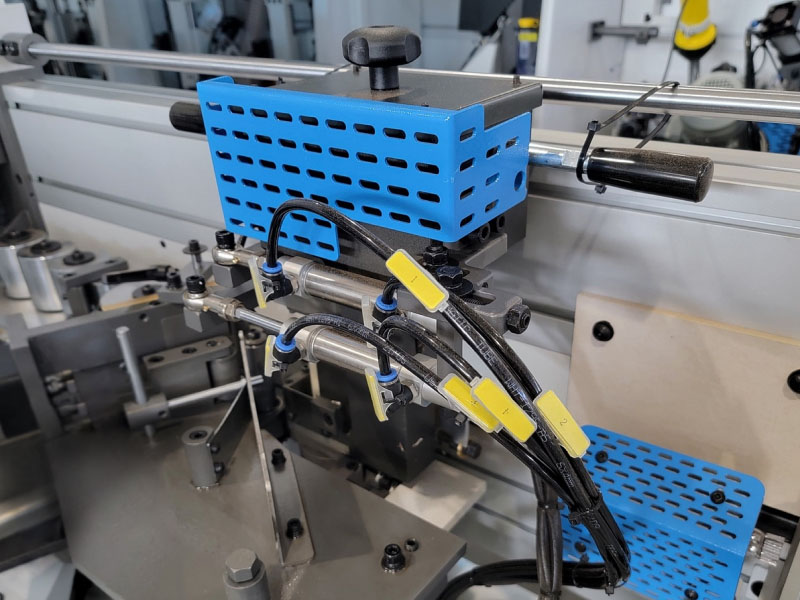
Узел нанесения клея с верхней быстросменной клеевой ванной на станке KE-655JSMA
Система предварительного расплава клея
Система предварительного расплава клея устанавливается на станки с верхней клеевой ванной. Она дозировано подает клей в ванну, предотвращая его перегрев и образование клеевого нагара.

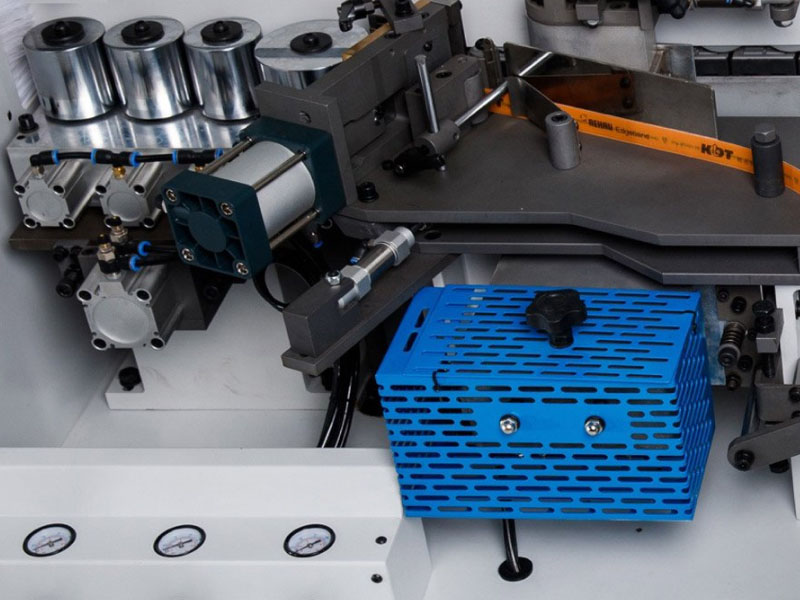
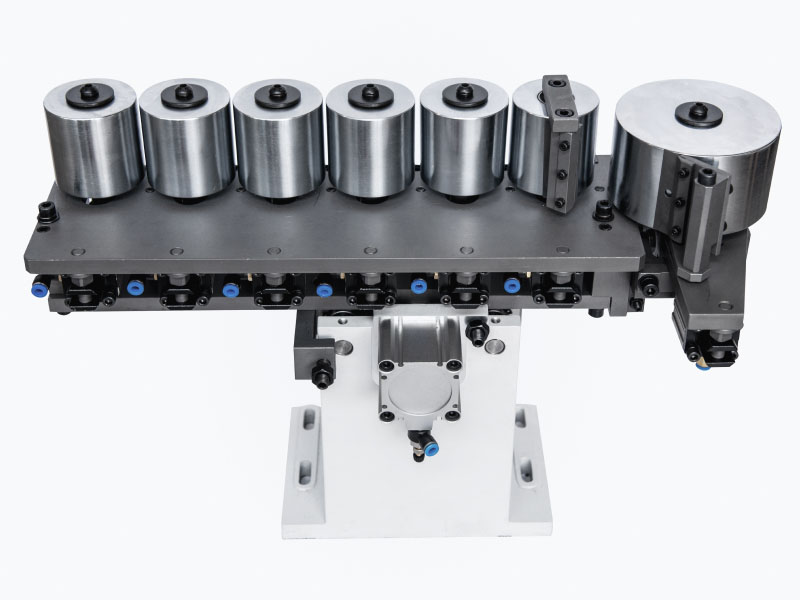
Прижимная группа
Прижимная группа обеспечивает равномерный прижим кромки к детали после наклеивания. Это важно для качественного соединения кромки и деталей.
Узел торцевания
Узел торцевания обрезает кромку на концах детали после ее наклеивания, обеспечивая точную и ровную обработку торцов.

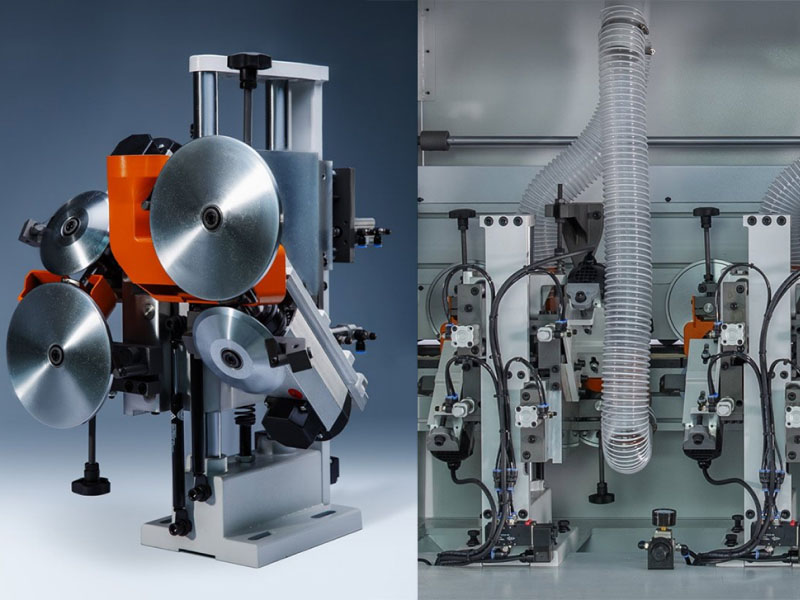
Фрезерный узел
Фрезерный узел для снятия свесов фрезерует излишки кромки по верхней и нижней частях детали, создавая идеальное соединение с поверхностью.
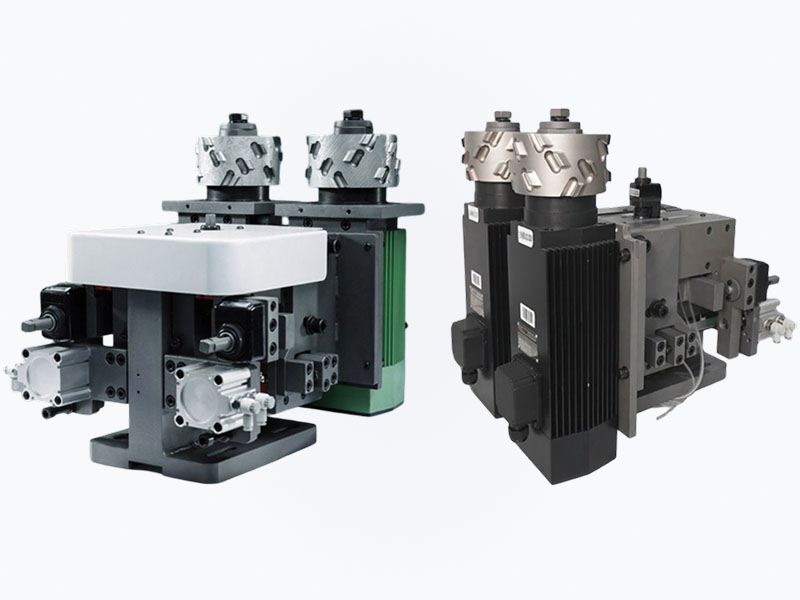
Узел контурной обработки
Узел контурной обработки (раунды) обрабатывает угол детали в соответствии с установленной программой. В зависимости от модели станка, узел может иметь два или четыре мотора.
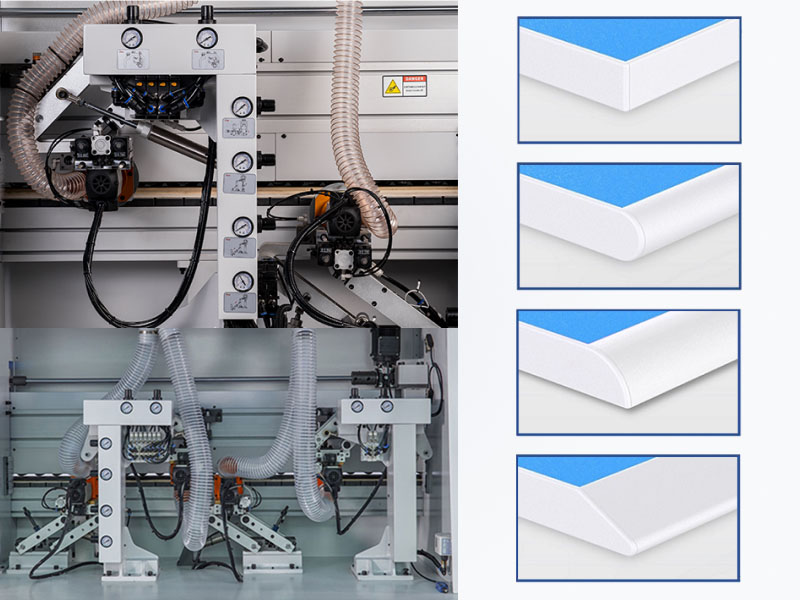
Узел циклевания с радиусными ножами
Узел циклевания с радиусными ножами снимает остаточные свесы кромки после фрезеровки, придавая ей завершенный вид с радиусным профилем.
Узел циклевания с прямыми ножами
Узел циклевания с прямыми ножами выполняет окончательное выравнивание и снятие остатков кромки и клея, придавая детали окончательный товарный вид.
Пазовальный узел
Пазовальный узел создает при помощи пазовой пилы пазы в детали, что может быть необходимым для дальнейшего монтажа или соединения элементов.

Нанесение очищающей жидкости
Перед полировкой на деталь наносится очищающая жидкость, при помощи которой удаляются остатки антиадгезивной жидкости и клея.

Полировочный узел
Полировочный узел полирует место соединения детали и кромки после завершения обработки, обеспечивая гладкость и блеск готового изделия.
В зависимости от модели станка, не все узлы могут быть в наличии. Например, пазовальный узел есть только в моделях KE-655JHSKA, KE-665JHSKA, KE-496GH и KE-496GHC.
Каждое производство обладает своими уникальными потребностями, поэтому, если вы не уверены, какой именно станок вам нужен, вы всегда можете обратиться за консультацией к специалистам нашей компании.
Сверление
Последней стадией обработки является сверление отверстий. Для этой операции наиболее эффективным решением будут сверлильные центры, которые обеспечивают точность и скорость обработки, недосягаемую для человека.
Сверлильные центры с ЧПУ обеспечивают универсальность. Они подходят для производства, где необходима частая перенастройка под разные типы деталей. Благодаря современному программному обеспечению, которое позволяет быстро менять параметры, эти станки идеальны для малых и средних серий производства. Операторы могут выбирать программы вручную или использовать систему автоматического выбора через сканирование этикеток. Сверлильные центры оснащаются такими узлами, как фрезерный узел, сверлильные головы для обработки деталей с шести сторон и пазовальная пила.

Упаковка
После завершения упаковки деталей остается их упаковка, которая играет ключевую роль в сохранении продукции во время транспортировки и хранения. Для малого производства обычно удобнее использовать готовые коробки, что позволяет сэкономить время и ресурсы на их изготовление. Однако, на производствах среднего и большого размера все чаще используют специализированные станки для самостоятельного производства картонных коробок, что дает возможность снизить затраты и повысить гибкость в подготовке индивидуальных упаковочных решений.
Наша рекомендация – станок WG8C1-2400S для изготовления коробок. Можно вводить размеры вручную или, при автоматизации производства, путем автоматического получения данных от измерительной станции. Этот станок поддерживает как массовое производство, так и индивидуальное изготовление коробок поштучно. Благодаря встроенной программе оптимизации количество отходов уменьшается до 45%. Станок имеет две модификации: одна работает с листовым картоном, а другая - с Z-картоном.

Еще одним эффективным решением для снижения затрат является станок WG8V6 для склеивания картонных коробок: благодаря использованию термоклея вместо упаковочной ленты он позволяет сократить производственные затраты до 85%, обеспечивает стабильное качество упаковки, улучшает товарный вид и уменьшает габариты при продуктивности до 8 коробок за минуту.

Выводы
Таким образом, средние производства имеют больше возможностей для выбора лучшего оборудования, в частности из-за более широкого бюджета и большие производственные площади. Из разбора выше видно, что для разных этапов обработки необходимо правильно подобрать станки с учетом продуктивности, гибкости и потребностей производства.
Форматно-раскроечный станок может выполнять вспомогательную роль, в то время как основная нагрузка в среднем производстве перенимают раскроечные центры или обрабатывающие центры с ЧПУ. Каждый из этих вариантов имеет свои преимущества, и выбор зависит от того, что является приоритетом для производства – массовая продуктивность или индивидуальный подход к обработке деталей.
Что касается кромкооблицовки, средние производства средние производства используют как универсальные, так и проходные кромкооблицовочные станки. Их технические характеристики – скорость подачи, расстояние между деталями и узлы для их обработки – имеют решающее значение при выборе оборудования.
Для средних производств операция сверления эффективно выполняется только на сверлильных центрах с ЧПУ, которые объединяют гибкость с высокой продуктивностью.
Наконец, для упаковки продукции целесообразно использовать собственное оборудование для изготовления и склеивания коробок, потому что это позволяет уменьшить затраты на упаковку, сократить отходы и обеспечить большую гибкость в выборе упаковочного формата.
Мы рекомендуем обратиться к нашим специалистам для консультации насчет подбора оптимального оборудования. Это поможет нам учесть все нюансы, обеспечить максимальную эффективность и выбрать лучший станок для производства мебели для каждого участка вашого производства. Наши эксперты из Stancomplect предоставят профессиональную помощь в выборе решений, которые идеально соответствуют вашим требованиям.
Детальные контакты вы найдете на странице: stancomplect.com/ru/contacts-ru.





Написать комментарий