Oboustranná automatická olepovačka hran průchozího typu KE-2468JHSKCAD od KDT MACHINERY je určena pro současné obložení rovných hran nábytkových desek a přířezů syntetickým rolovacím materiálem. Používá se v nábytkářských závodech vyrábějících sériový nábytek.
- Spojovací jednotka.
- Upínací jednotka.
- Obkladová jednotka.
- První frézovací jednotka pro odstraňování převisů.
- Druhá frézovací jednotka pro odstraňování převisů.
- Konturovací jednotka (kruhy).
- Škrabka s radiusovými noži.
- Škrabka s rovnými noži.
- Drážkovací jednotka na obou stranách.
- Leštící jednotka.
- Rychlost posuvu až 26 m/min.
- Zásobník na lemovací materiál pro 4 druhy hran.
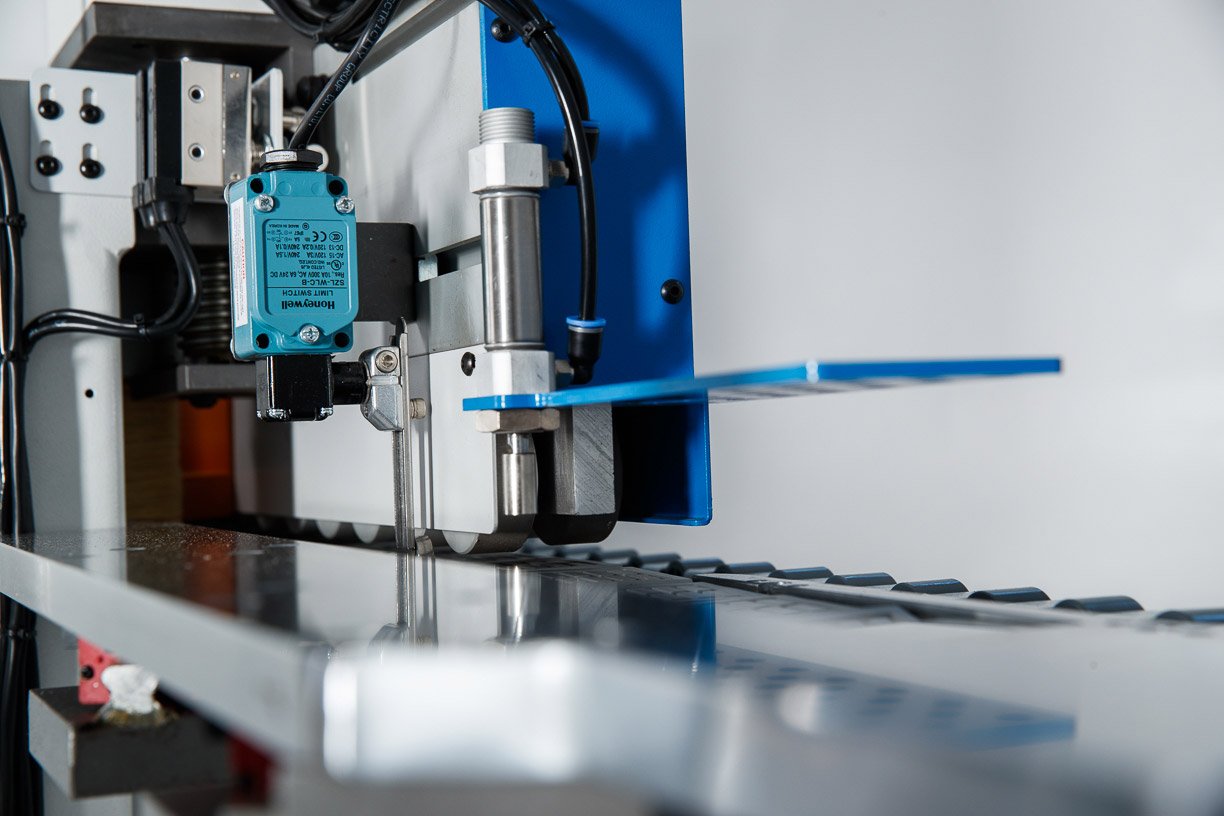
- Automatické zarážky v dopravníkových podložkách pro polohování dílu pod úhlem 90°.
- Spárovací jednotka s dvojitým sekáčkem pro kvalitní přípravu obrobku před lepením.
- Horní lepicí lázeň pro práci s EVA/PUR lepidly.
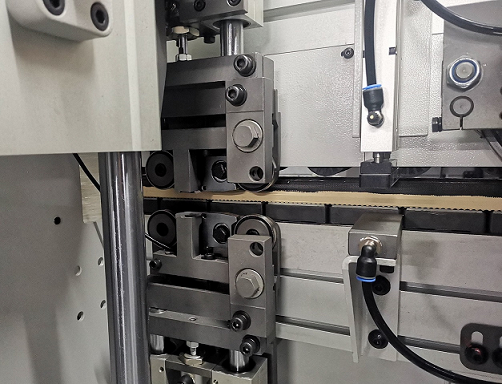
- Přítlačný pás místo válečků zaručuje přesné polohování dílce ve všech fázích opracování hran rychlostí 26 m/min.
- 4-motorová jednotka náboje.
- Ovládací panel „Dotyková obrazovka“ založený na systému WINDOWS 10.
- Pneumatické nastavení na různé tloušťky hran z ovládacího panelu.
- Stroj může pracovat 24 hodin denně bez zastavení a zpracovat 4000 lineárních metrů/směnu.
- Integrované ovládání waypointů pro bezkontaktní ovládání procesních jednotek.
- Možnost programování technologických přestávek.
- Individuální frekvenční měnič pro každou pracovní jednotku.
- Osvětlení v ochranné kabině.
- Koncové spínače na dveřích v ochranné kabině.
- Tyč podávání obrobku zabraňuje poškození součástí stroje během provozu.
- Pneumatický závěs na nalepeném nanášecím válci zabraňuje jeho znečištění.
- Mechanismus zvedání/spouštění upínacího nosníku je vybaven elektrickým pohonem, který zajišťuje rychlou a přesnou montáž na požadovanou tloušťku dílu;
- Polohovací pravítko s digitálním počítadlem zaručuje rychlé a přesné nastavení požadovaného úběru na dílci při frézování na spojovací jednotce;
- Nastavení převisů přední a zadní hrany z ovládacího panelu.
- Provedení dle norem CE.
- Stroj má dvě jednotky pro aplikaci kapalin:
- První jednotka pro nanášení separační kapaliny: pomocí 2 trysek před jednotkou pro předběžné frézování (spojování) obrobku. To je, když se aplikuje speciální uvolňovací kapalina; jakékoli zbývající lepidlo, které vyčnívá ven, nepřijde do kontaktu s obrobkem.
- Druhá jednotka pro nanášení leštící kapaliny: pomocí 2 trysek před leštící jednotkou. Toto je čisticí kapalina, která se aplikuje. Hlavním úkolem je odstranit na začátku nanesený separační prostředek (saparační kapalinu) a případné uvolněné zbytky lepidla. A také dodat lesk zpracované hraně dílu.
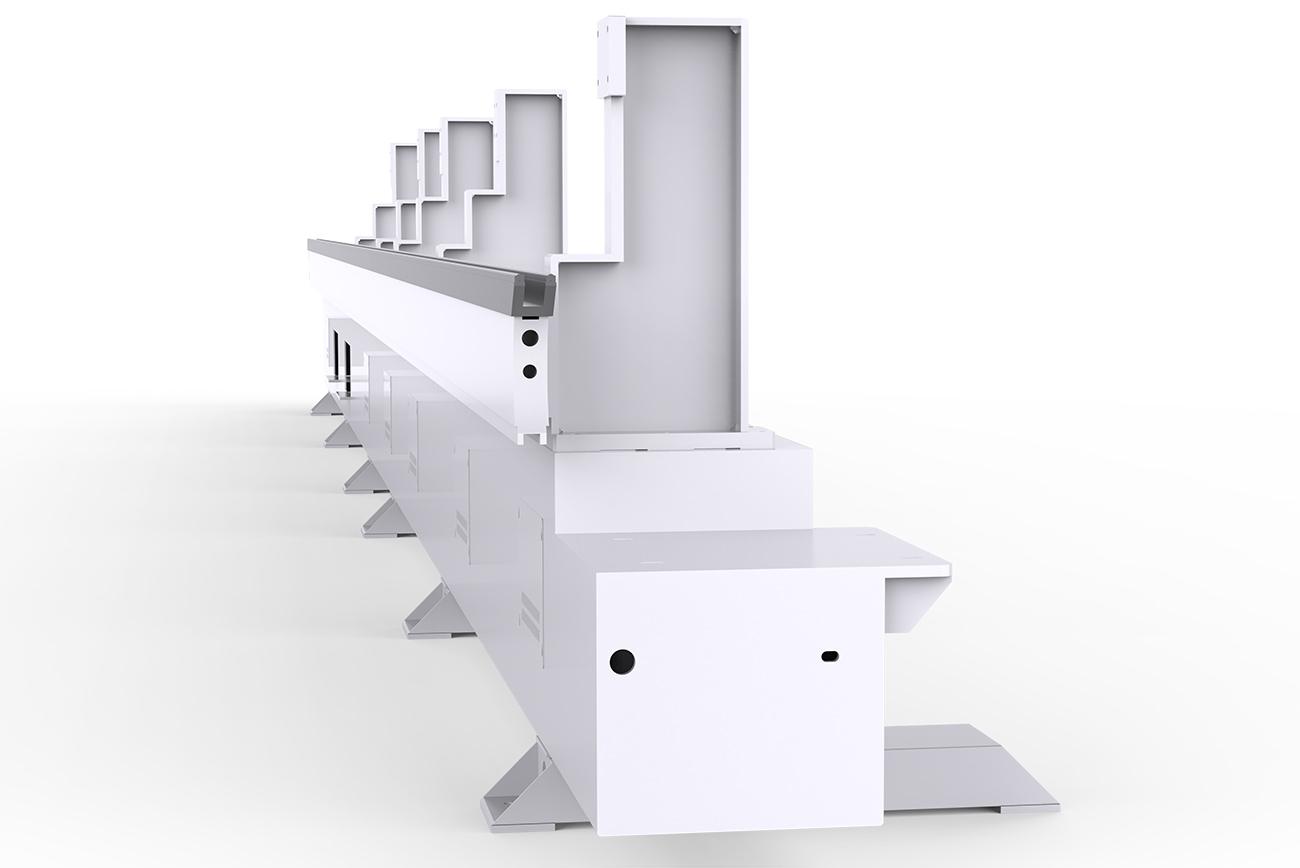
Lože olepovačky hran má tvar tuhé krabice s nezbytnými výztužnými žebry, což zaručuje přesné umístění všech komponentů po celou dobu životnosti.

Stroj je ovládán pomocí speciálního dálkového ovladače vybaveného průmyslovým displejem se systémem „Touch screen“. Ikony zapnutí/vypnutí pro komponenty a sestavy na displeji jsou intuitivní a nevyžadují speciální dovednosti pro ovládání stroje.
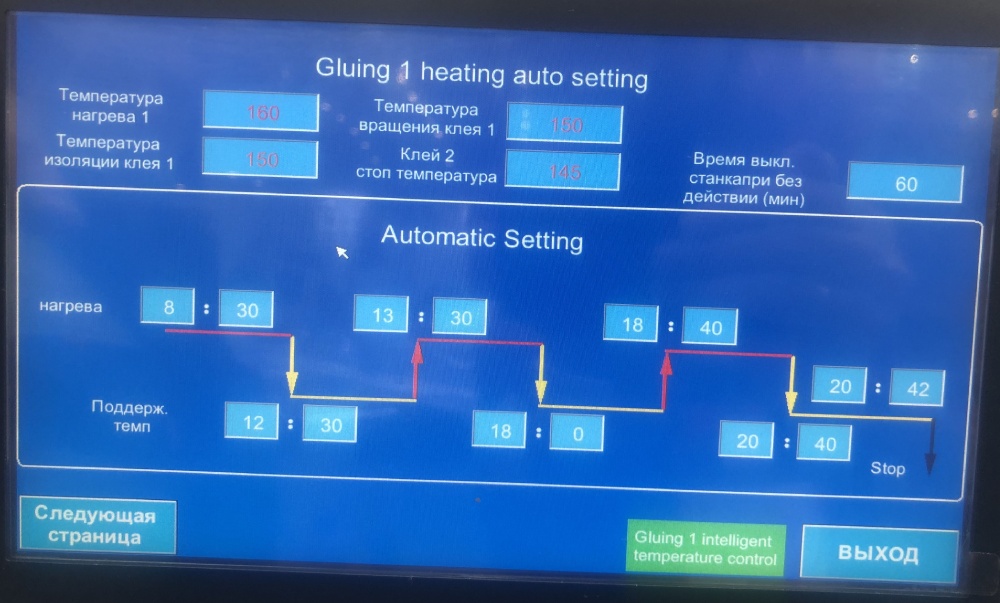
Možnost naprogramování technologických přestávek v ohřevu klihové lázně.
Tyč podávání obrobku kontroluje minimální vzdálenost mezi obrobky a zabraňuje poškození součástí stroje během provozu.

Zásobník pro podávání okrajů pro 4 typy okrajů zjednodušuje a urychluje proces změny okrajů a přechodu na jinou tloušťku, šířku, barvu.
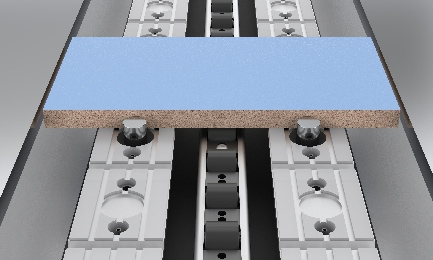
Automatické zarážky v dopravníkových podložkách tlačí panel a umožňují přesné 90° polohování.

Spárovací jednotka je vybavena dvojitým drtičem, který umožňuje formátovat panel odebráním až 5 mm materiálu z každé strany a formátovat bez poškození předem upravené strany.

Lampa pro ohřev konce obrobku před nalepením hrany zlepšuje kvalitu přilepení hrany k dílu.
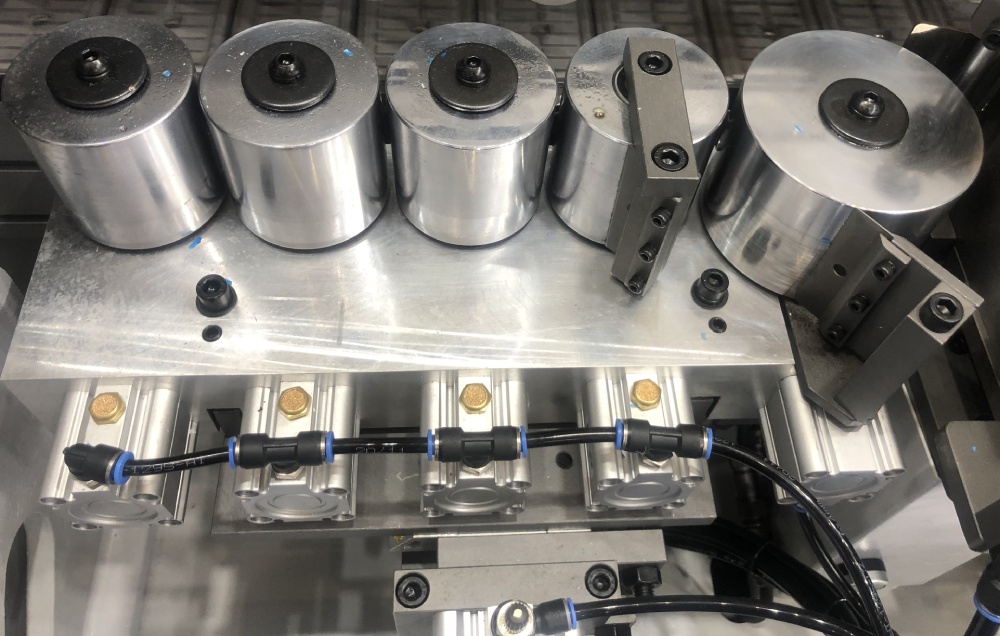
Přítlačná jednotka se skládá z 5 válců, které jsou poháněny pneumaticky, což zaručuje rovnoměrné rozložení sil na hranu při lepení. Ze 4 válců mají 2 válečky jiný kužel, který zajišťuje rozložení přítlačné síly po tloušťce dílu. 2 válcové válce působí tlakem po celé tloušťce dílu a 3 kónické válečky jsou soustředěny na spodní a horní části dílu. Výkonný pneumatický válec předřezového nože si úspěšně poradí se silnými hranami.
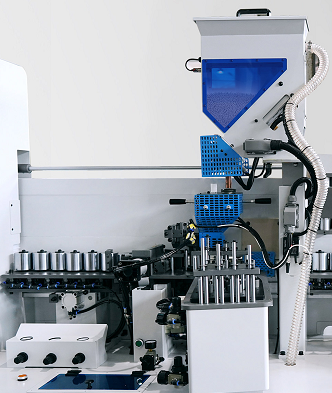
Stroj je vybaven automatickou horní nádrží na lepidlo na PUR/EVA lepidlo s předtaveným lepidlem o objemu 5 litrů. Lepidlo je dodáváno v dávkách a při odstávkách stroje se nepřehřívá. Prohlížecí okno umožňuje sledovat přítomnost lepidla. Doba zahřívání a připravenost k použití je 15 minut.
Koncová ořezová jednotka je vybavena dvěma vysokofrekvenčními elektromotory a pilové jednotky se pohybují po speciálních lineárních vedeních. Jednotka je vybavena automatickým systémem mazání vodítek.
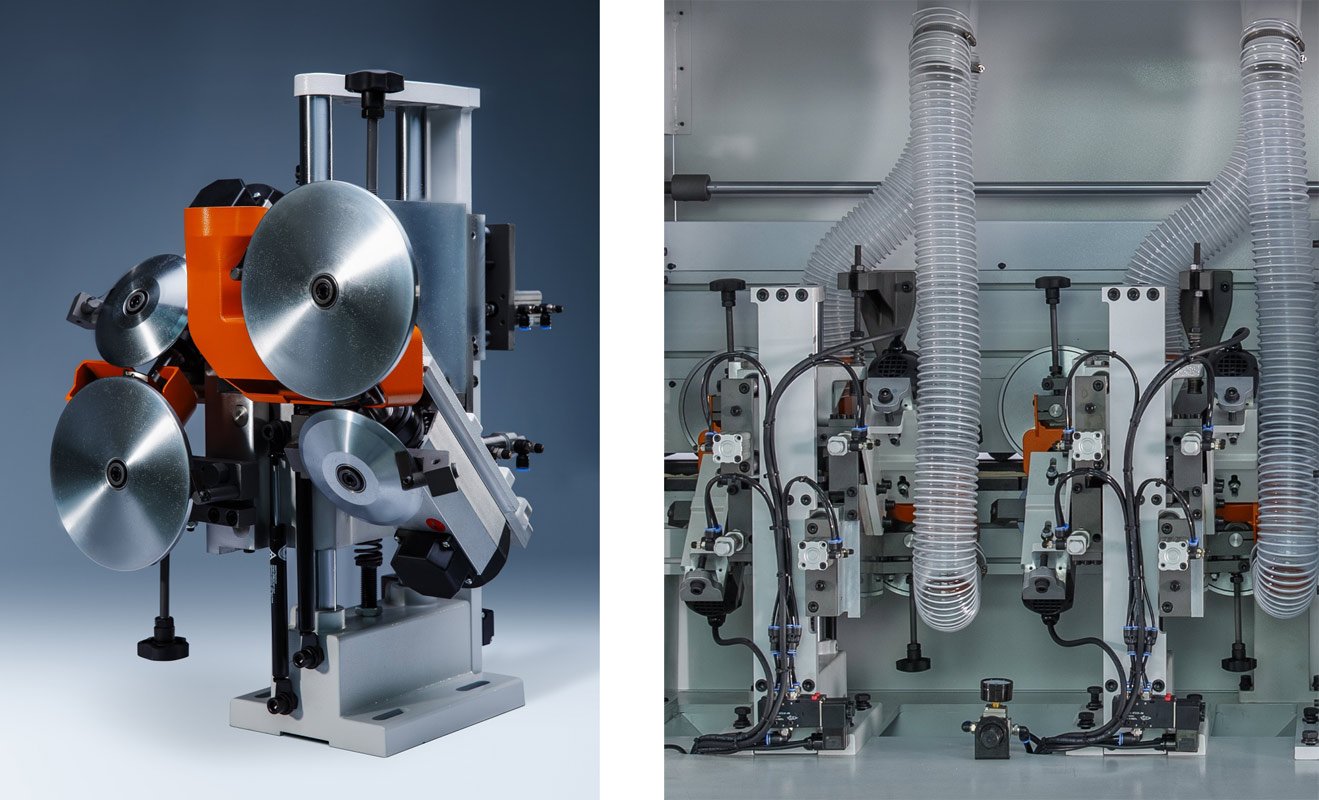
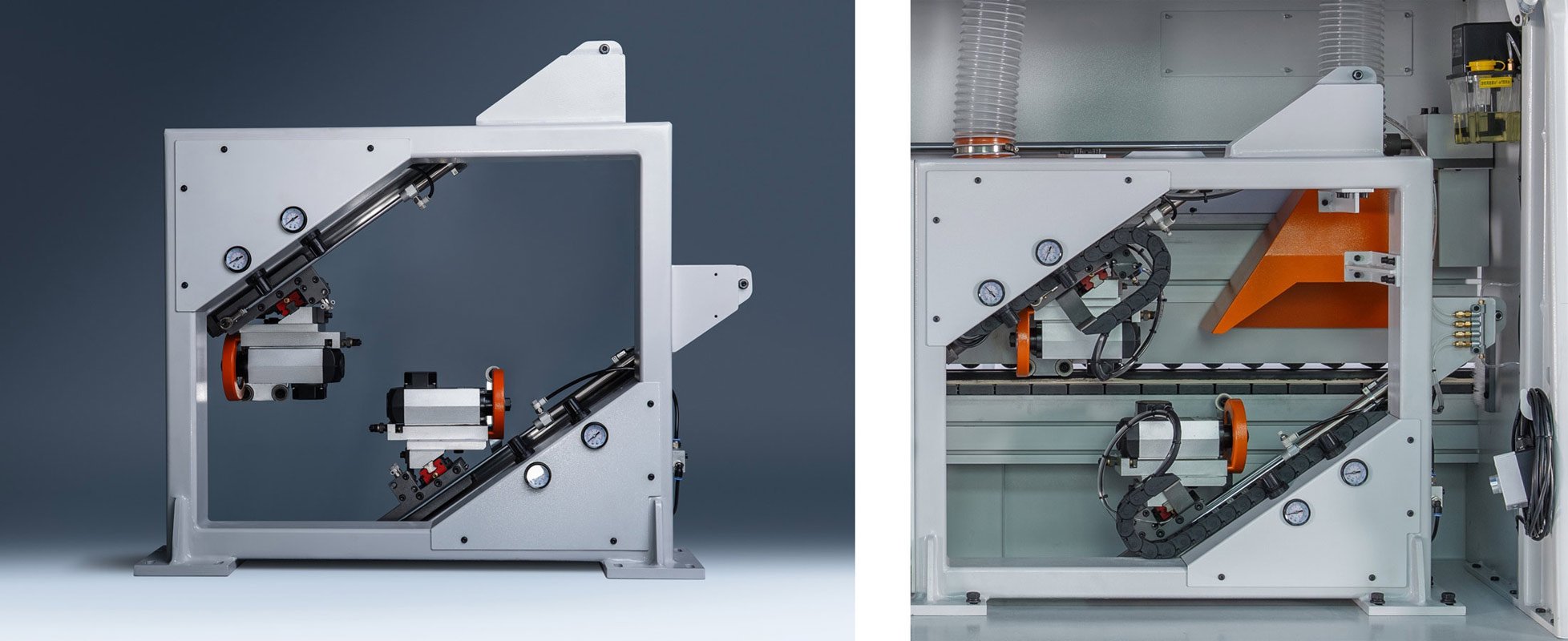
Frézovací jednotka se skládá ze dvou vysokofrekvenčních elektromotorů vybavených rádiusovými frézami, které umožňují zpracovávat hranový materiál o tloušťce 0,4 - 3,0 mm. Díl je sledován pomocí dvou velkých kruhových stopek (na každém motoru) namontovaných na plovoucí jednotce, tato konstrukce zabraňuje defektům při frézování. Stroj je vybaven dvěma páry frézovacích jednotek - 2 hrubovacími jednotkami a 2 jednotkami pro dokončovací frézování vyložení. Každá frézovací jednotka je nastavena na dvě tloušťky hran a přepínána z ovládacího panelu.
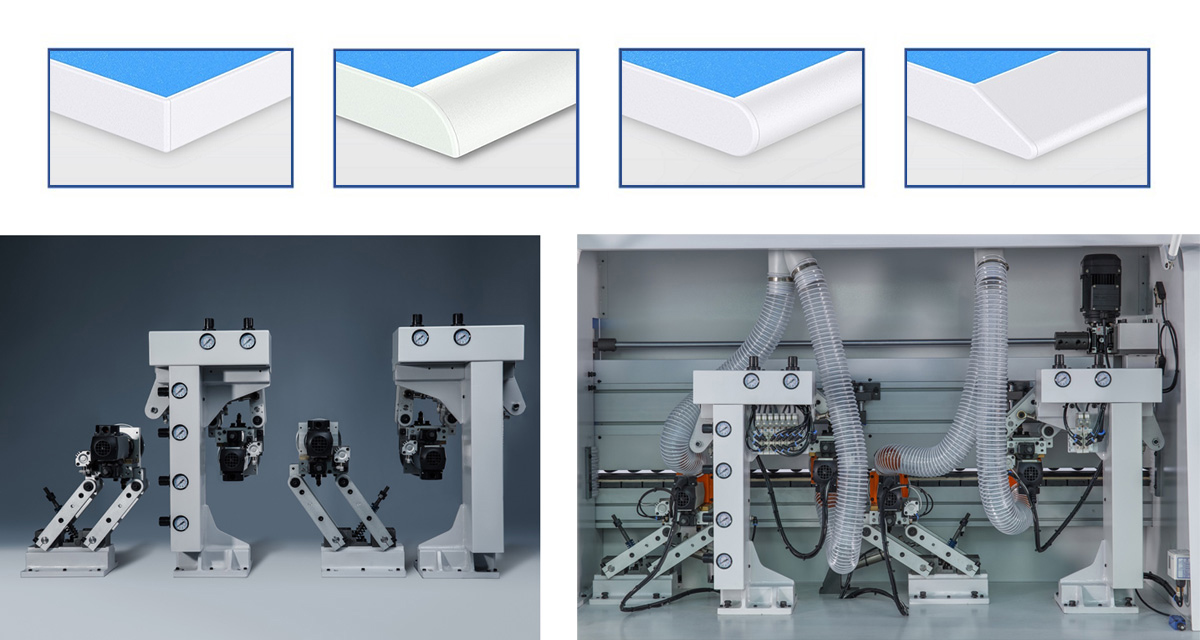
Zaoblovací (konturovací) jednotka je vybavena čtyřmi vysokorychlostními motory a úspěšně pracuje při rychlosti 26 m/min. Jednotka je vybavena diamantovými rádiusovými frézami. Existují čtyři možná provozní schémata jednotky.

Radiální škrábání dvěma tvrdokovovými rádiusovými noži, které po vyfrézování hrany o tloušťce 2,0 mm odstraní tenkou vrstvu z frézované části břitu a výsledkem je hladký obrobený povrch. Jednotky se zapínají z ovládacího panelu stroje.
Přímá škrabací jednotka je vybavena dvěma tvrdokovovými rovnými noži (škrabkou na lepidlo), které opracovávají hrany v místech spojů s dílem. Tato operace odstraní přebytečné lepidlo a mikronerovnosti na švech, kde je hrana přilepena k dílu.

Drážkovací frézovací jednotka je vybavena drážkovací pilou s tvrdokovovými hroty pro frézování drážky pro zadní stěnu. Je možná jedna ze tří možností umístění frézovací jednotky: pro frézování drážky shora (T), zdola (H) nebo na konci (L) součásti.

Dvojitá leštící jednotka leští zpracovanou část hrany; vysoké kvality je dosaženo díky oscilačnímu systému poháněnému pneumatickými válci. Pro dodání konečného lesku hraně je instalována jednotka pro nanášení leštící kapaliny.

Přítlačný pás místo válečků zaručuje přesné a spolehlivé polohování obrobku ve všech fázích opracování hran rychlostí 26 m/min.
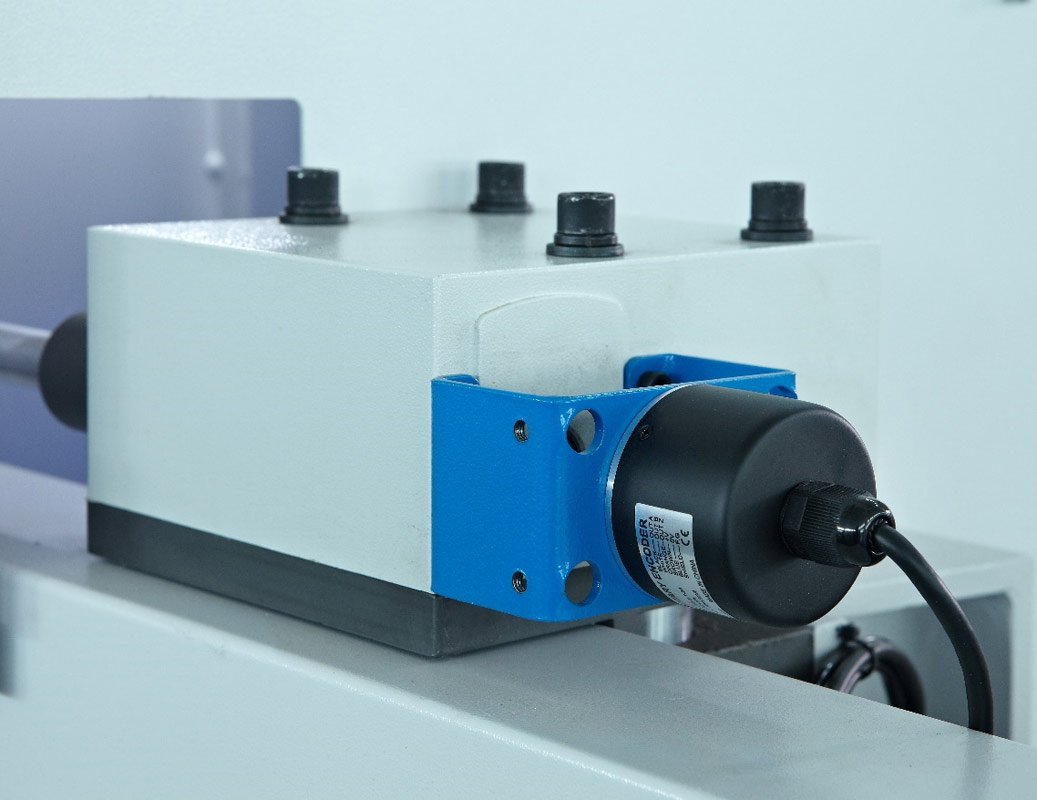
Kodér na mechanismu pro zvedání/spouštění upínacího nosníku umožňuje automatické polohování příčného ramene na tloušťku dílu nastaveného na ovládacím panelu.

Centrální mazací jednotka automaticky maže vodítka vyžínací jednotky.
Elektrické komponenty jsou vyrobeny v souladu s normami CE.
Dodávka
Doručení zboží je realizováno prostřednictvím společnosti Zásilkovna nebo osobním odběrem po předchozí domluvě s vedoucím.
Vyřízení objednávky a dodací lhůta je od 2 do 14 dnů.
Částku za doručení vypočítává poštovní operátor individuálně v závislosti na produktu, který si vyberete, způsobu platby a odlehlosti vašeho města.
Způsob platby
Platbu lze provést online na webových stránkách prostřednictvím speciální služby, telefonickým kontaktováním našeho manažera, platbou kartou, platbou při převzetí při vyzvednutí, platbou při převzetí poštou, bankovním převodem pro právnické osoby.















 pro olepovačky hran KDT KE-2468")