se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")
 se dvěma nádobami na lepidlo, čtyřmotorovou zaoblovací jednotkou a zásobníkem hran")


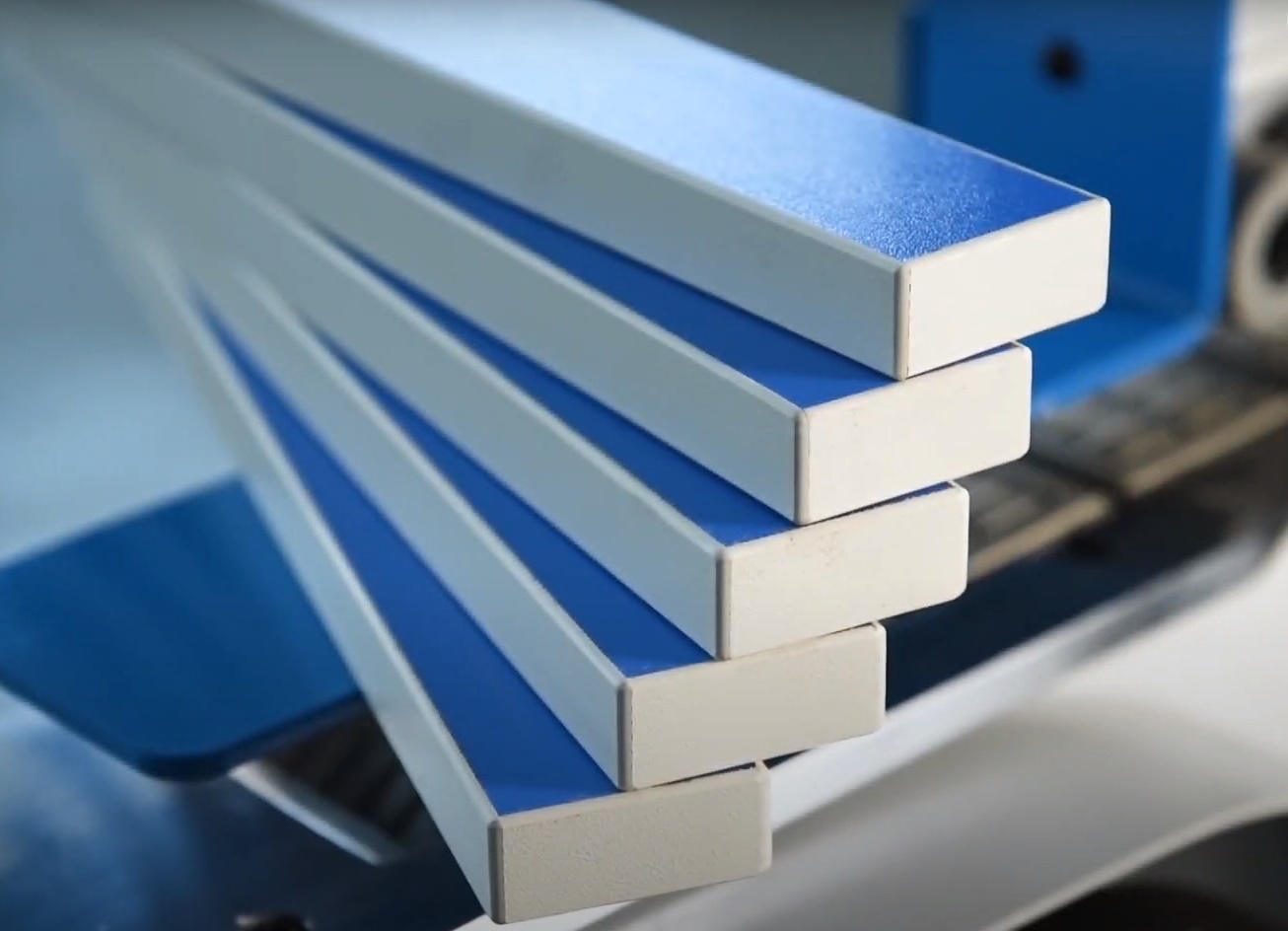
Automatická průchozí olepovačka hran KE-668JGBAC4 (50) se dvěma nádobami na lepidlo, čtyřmotorovou kruhovou jednotkou, pásovým dopravníkem, zásobníkem hran, dvojitými frézovacími, škrabacími, leštícími jednotkami od KDT MACHINERY je určena pro současné dýhování rovných hran nábytkových desek a přířezů. se syntetickým rolovacím materiálem obrobků o šířce 50 mm.
- Spojovací jednotka.
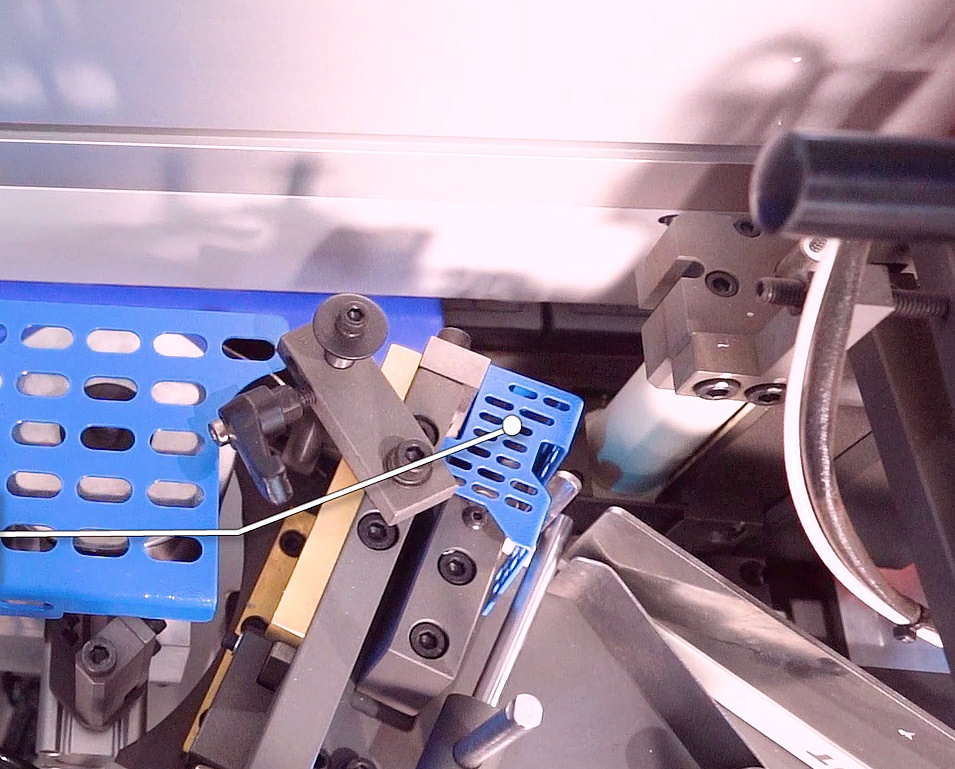
- Servo zásobník na hranu ve 4 polohách.
- Upínací jednotka.
- Koncova jednotka.
- První frézovací jednotka pro odstraňování převisů.
- Druhá frézovací jednotka pro odstraňování převisů.
- Jednotka pro zaoblení rohů.
- První škrabací jednotka s radiusovými noži.
- Druhá škrabací jednotka s radiusovými noži.
- Škrabka s rovnými noži.
- První leštící jednotka.
- Druhá leštící jednotka.
- Dvě nádoby na lepidlo pro EVA/PUR – jedna s předtavením a jedna bez předtavení.
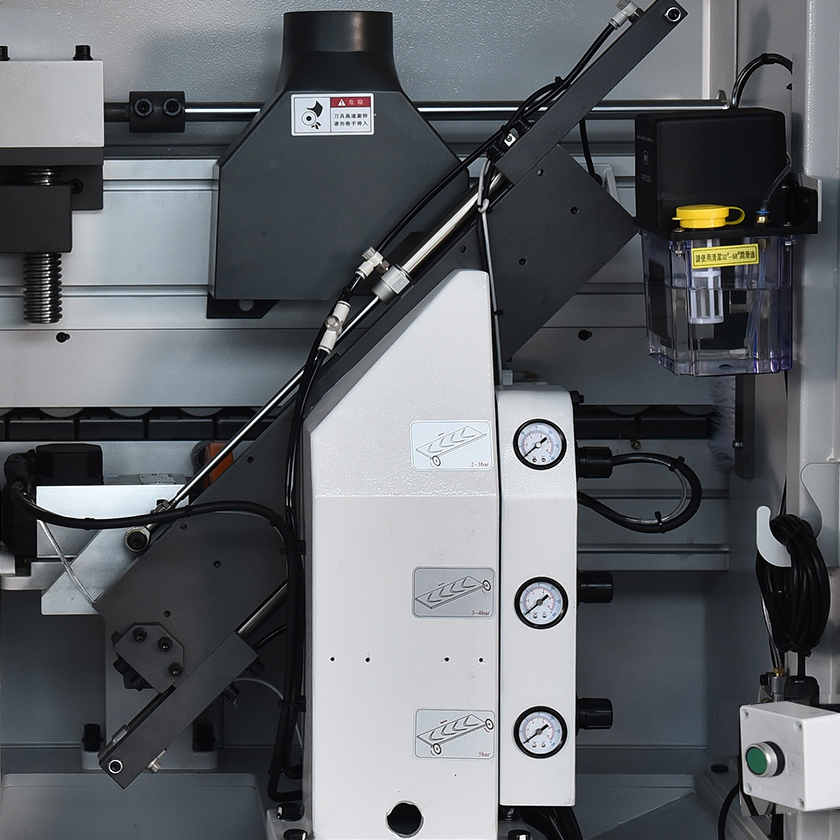
- Pneumatické nastavení pro různou tloušťku hrany od ovládacího panelu.
- Přítlačný pás místo válečků zaručuje přesné polohování obrobku ve všech fázích opracování hran rychlostí 24 m/min.
- Možnost opracování obrobků po vrtacích operacích.
- Servo zásobník pro olepování hran ve 4 polohách.
- Stroj může pracovat 24 hodin denně bez zastavení a zpracovat 3500-4000 lineárních metrů/směnu.
- Vysoká rychlost posuvu až 24 m/min, což je jeden z hlavních ukazatelů olepovaček hran.
- Osobní počítač pro ovládání funkcí stroje pomocí „dotykové obrazovky“.
- Zabudované ovládání waypointů pro bezkontaktní ovládání procesních jednotek.
- Možnost programování technologických přestávek.
- Implementována schopnost automaticky překonfigurovat pojezd na velikost nastavenou na ovládacím panelu pomocí kodéru.
- Přídavné přítlačné válečky pro bezpečné držení obrobků .
- Individuální frekvenční měnič pro každou pracovní jednotku.
- Lampa pro předehřívání čelní strany obrobku.
- Osvětlení v ochranné kabině.
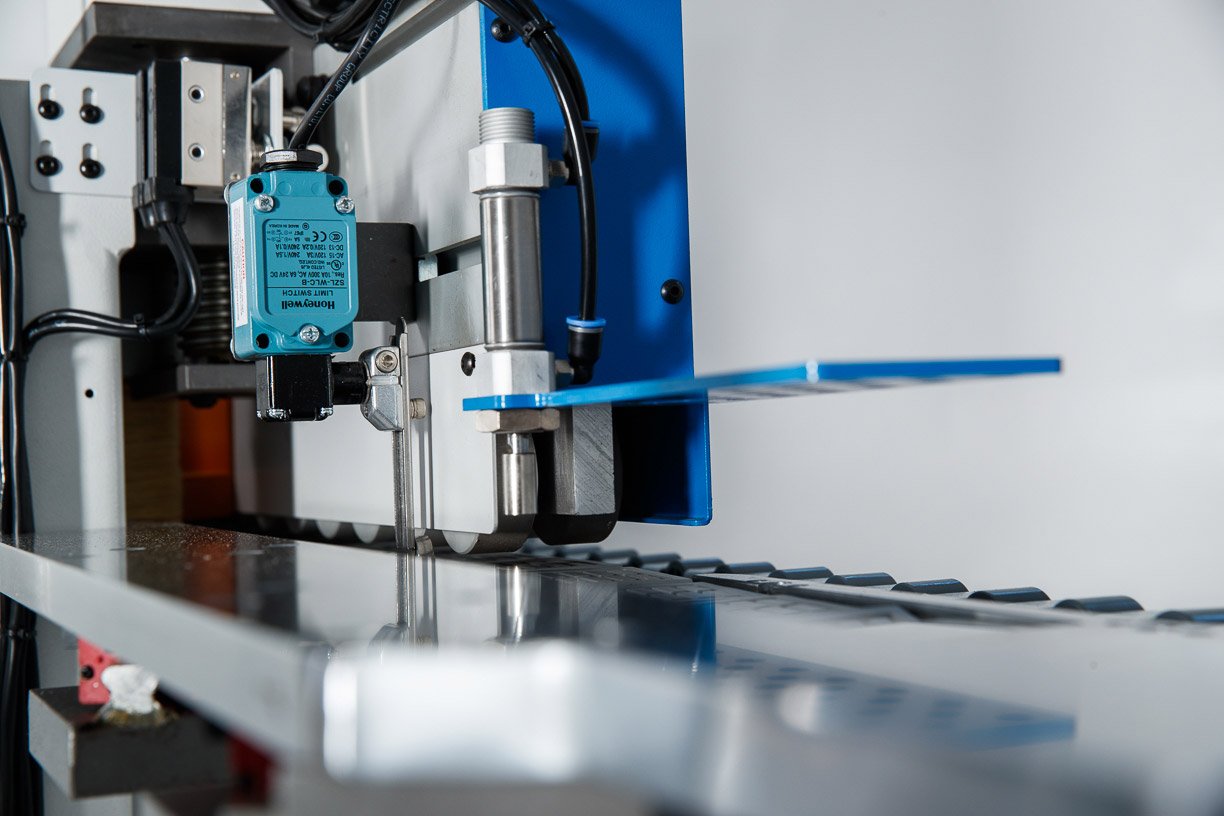
- Koncové spínače na dveřích v ochranné kabině.
- Pneumatická clona na lepicím válečku zabraňuje jeho ušpinění.
- Nastavení předních a zadních převisů z ovládacího panelu.
- Provedení dle norem CE.
- Stroj má dvě jednotky pro aplikaci kapalin:
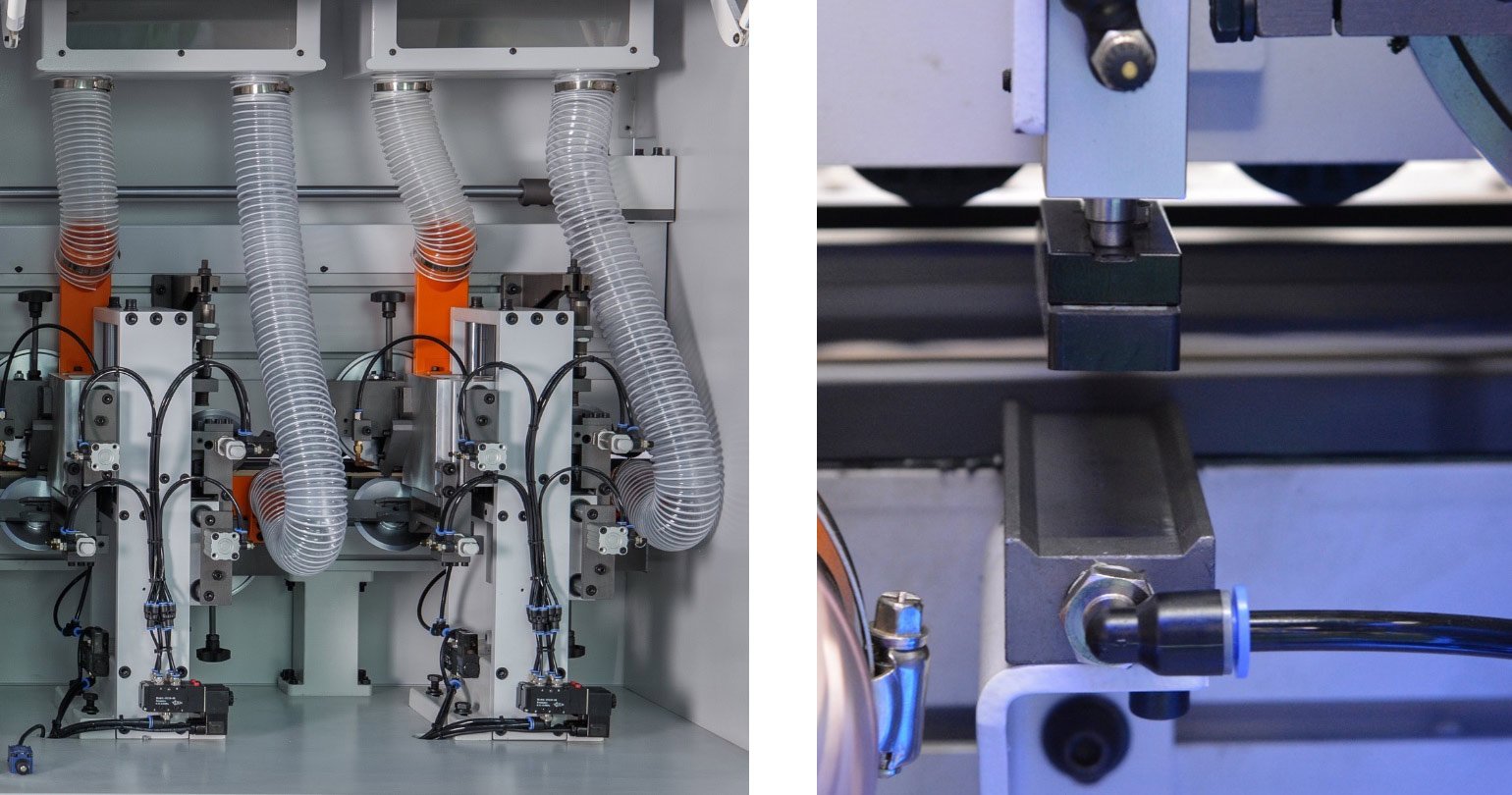
- První jednotka pro nanášení separační kapaliny: pomocí 2 trysek před předfrézovací jednotkou (frézování) obrobku. To se provádí nanesením speciální separační kapaliny, aby se zbytky lepidla, které vytékají, nedostaly do kontaktu s obrobkem.
- Druhá jednotka pro nanášení leštící kapaliny: pomocí 2 trysek před leštící jednotkou. Jedná se o čisticí kapalinu. Hlavním úkolem je odstranit na začátku nanesené antiadhezivo (separační kapalina) a volné zbytky lepidla. A také dodat lesk hotové hraně dílu.
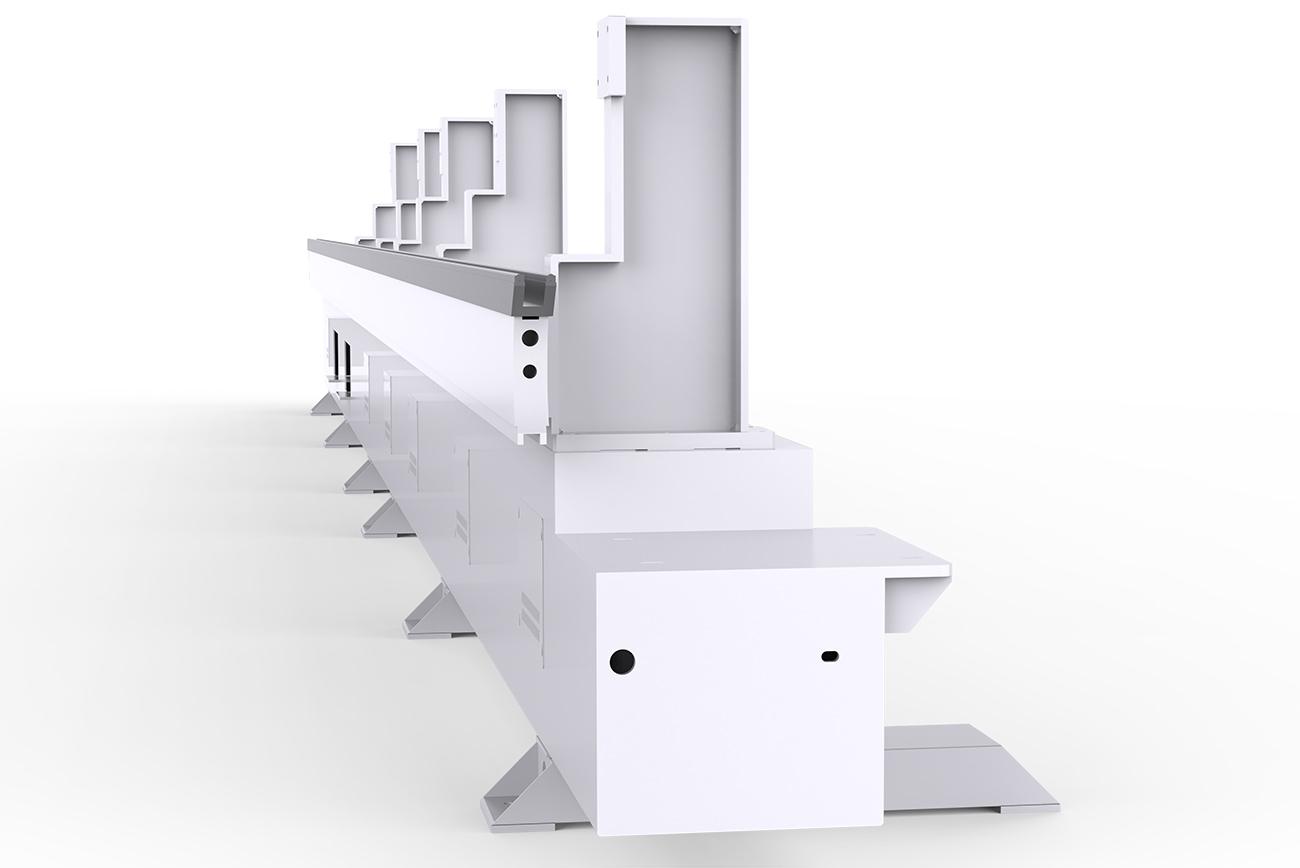
Rám olepovačky hran má podobu tuhé skříně s potřebnými výztužnými žebry, což zaručuje přesné umístění všech jednotek po celou dobu životnosti.

Stroj je ovládán pomocí speciálního dálkového ovladače vybaveného průmyslovým displejem se systémem „Touch screen“. Ikony zapnutí/vypnutí jednotek a sestav na displeji jsou intuitivní a nevyžadují speciální dovednosti pro ovládání stroje.
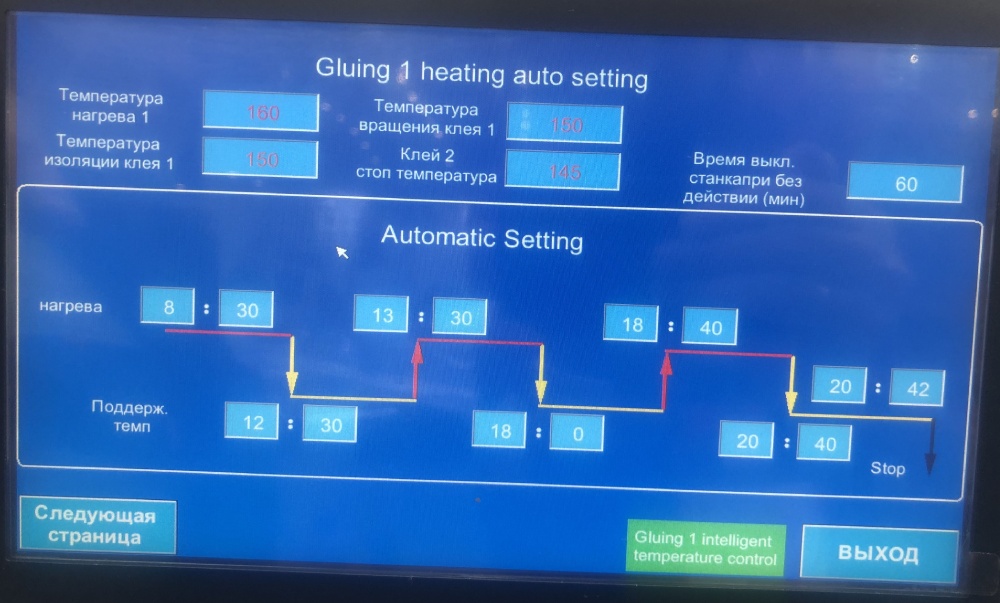
Možnost programování technologických přerušení ohřevu lepicí lázně.
Tyč podávání obrobku kontroluje minimální vzdálenost mezi obrobky a zabraňuje poškození součástí stroje během provozu.
Minimální šířka zpracovávaných obrobků je 50 mm.
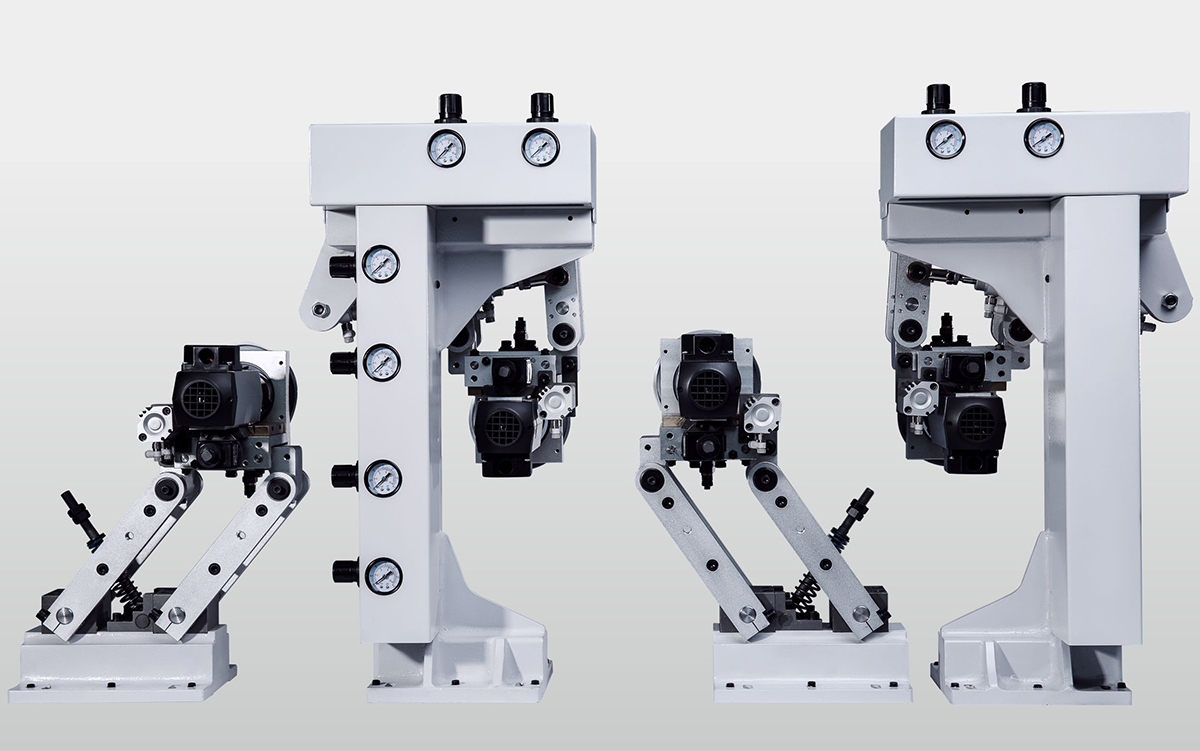
Spárovací jednotka je vybavena dvěma vysokofrekvenčními motory, což zajišťuje kvalitní zpracování koncové plochy materiálu před lepením hrany. Předfrézování si poradí s „krokem“ z předřezávací pily, třísek. Předspojovaný spoj je vybaven diamantovými frézami o výšce 40 mm (volitelně 65 mm).

Lampa pro ohřev konce obrobku před nalepením hrany zlepšuje kvalitu nalepení hrany na díl.

Stroj je vybaven čtyřhranným servozásobníkem. Pracujte podle zpracovatelského programu.
Nezávislé ovládání jednotky okrajového podávání.
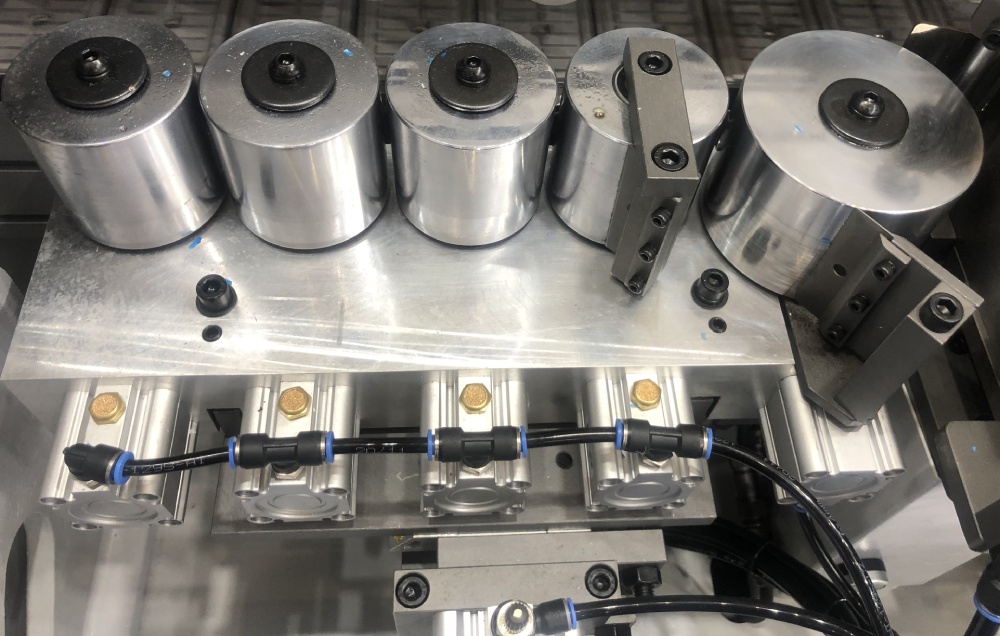
Přítlačná jednotka se skládá z 5 válců, které jsou poháněny pneumatikou, což zaručuje rovnoměrné rozložení sil na hranu při lepení. Ze 4 válečků mají 2 válečky jiný kužel, který zajišťuje rozložení upínací síly po tloušťce dílu. 2 válcové válce vyvíjejí tlak v celé tloušťce dílu a 3 kónické válce jsou soustředěny na spodní a horní části dílu. Výkonný pneumatický válec předřezového nože si dobře poradí s tlustou hranou.
Stroj má dvě nádoby na lepidlo. První je automatická horní lepicí nádoby s předtaveným lepidlem o objemu 5 litrů. Lepidlo se dávkuje a během odstávky stroje se nepřehřívá. Prohlížecí okno umožňuje kontrolovat přítomnost lepidla. Doba zahřívání a připravenost k práci 15 minut. Druhou je vrchní lepicí lázeň bez předtaveného lepidla s nepřilnavým povlakem.
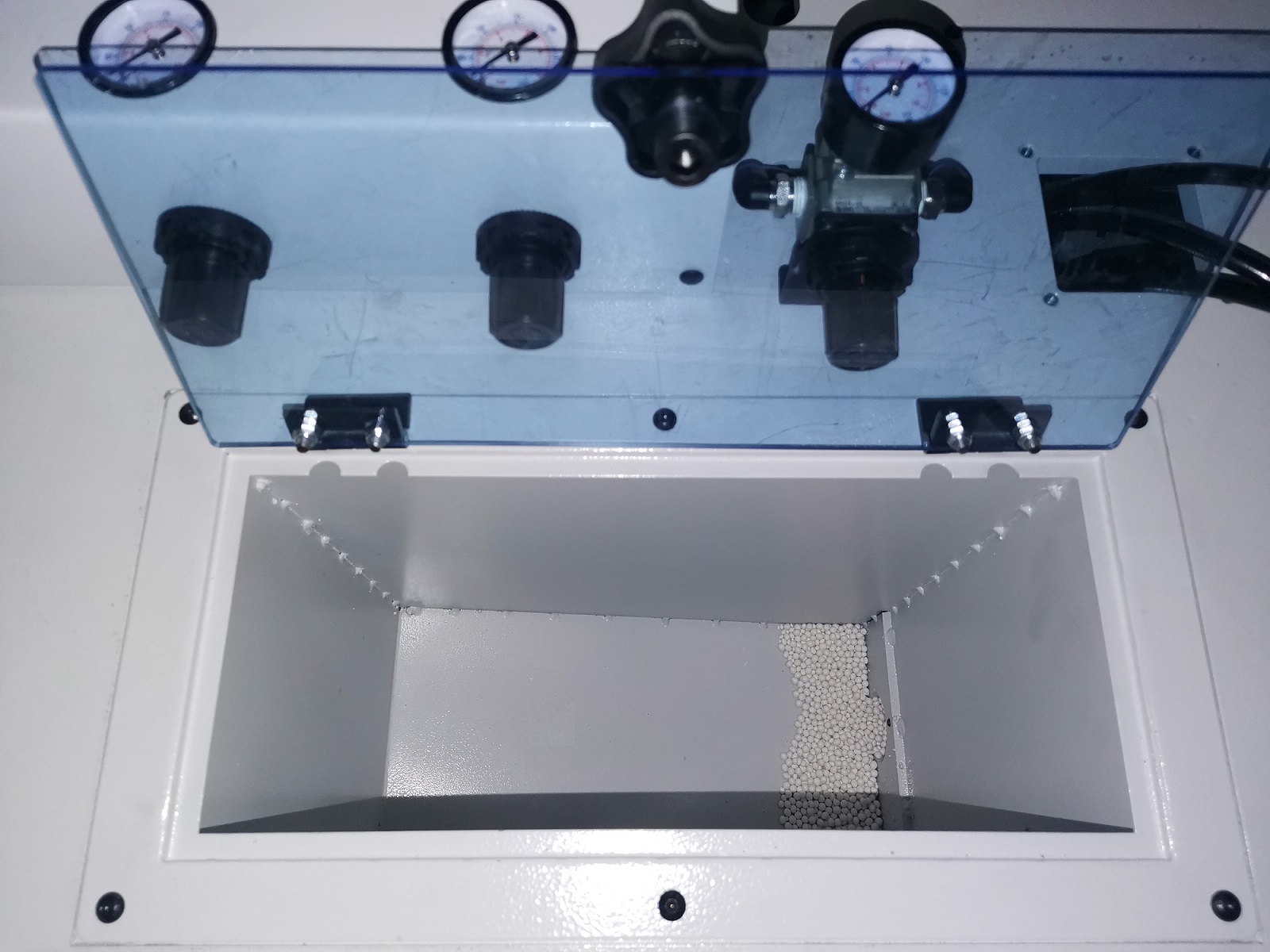
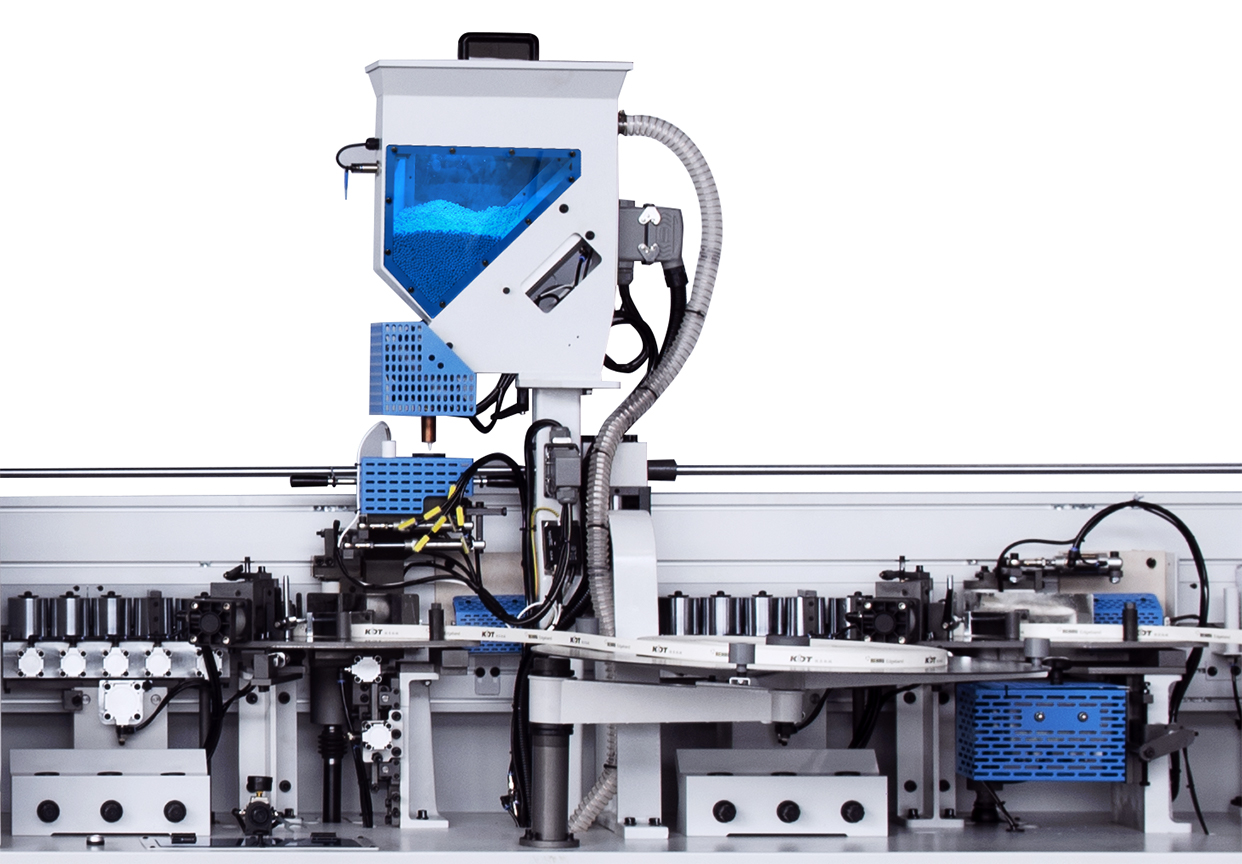
Stroj je vybaven automatickým pneumatickým plněním granulovaného lepidla . Na dně lože stroje je umístěna velká násypka 12,5 kg , ze které jsou proudem vzduchu dopravovány granule do horní násypky s předtavením.
Koncová ořezová jednotka je vybavena dvěma vysokofrekvenčními elektromotory a pohyb pilových jednotek se provádí po speciálních lineárních vedeních. Jednotka je vybavena automatickým mazacím systémem vodítek a vlastní aspirační tryskou. Pokosové pily mají úhel natočení 0-15 stupňů.
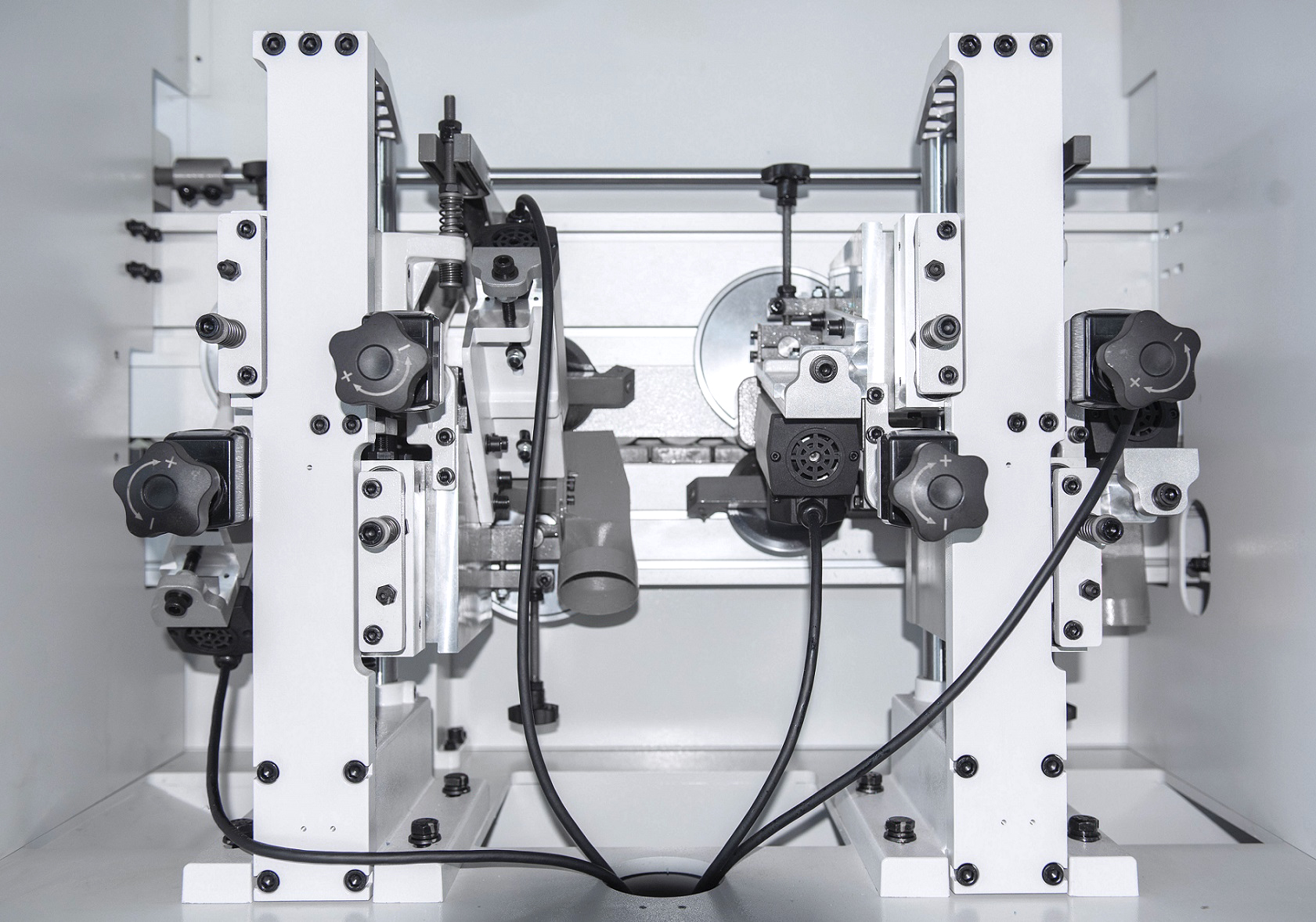
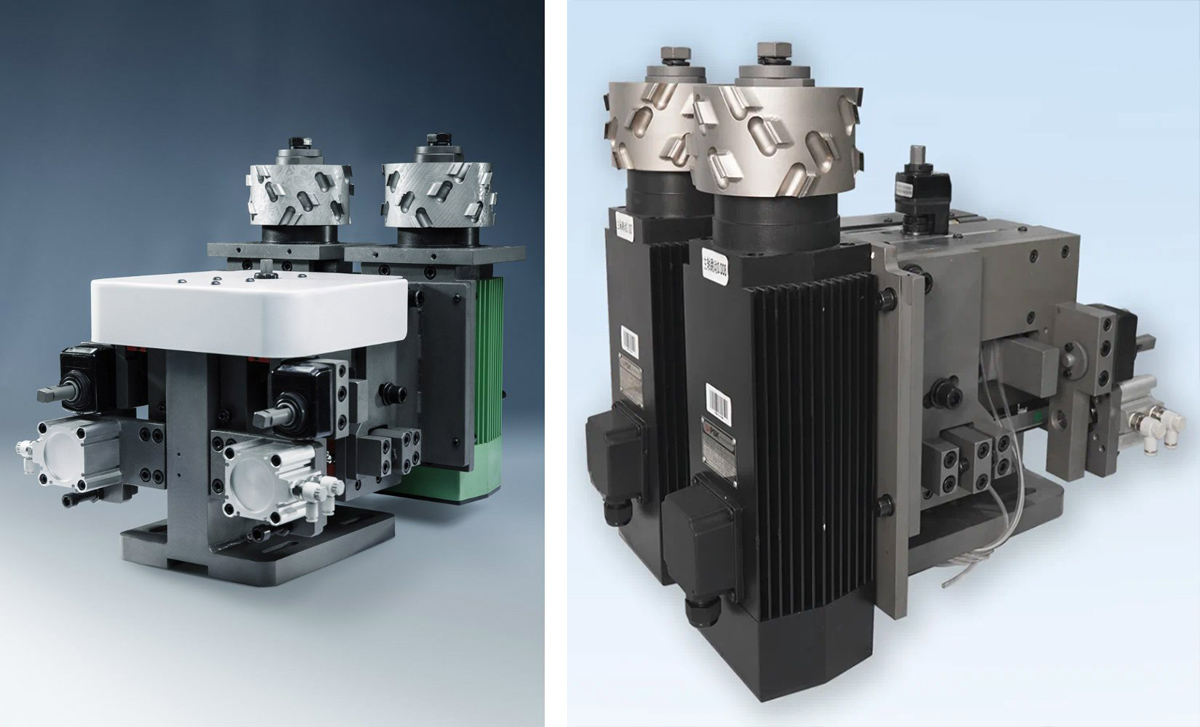
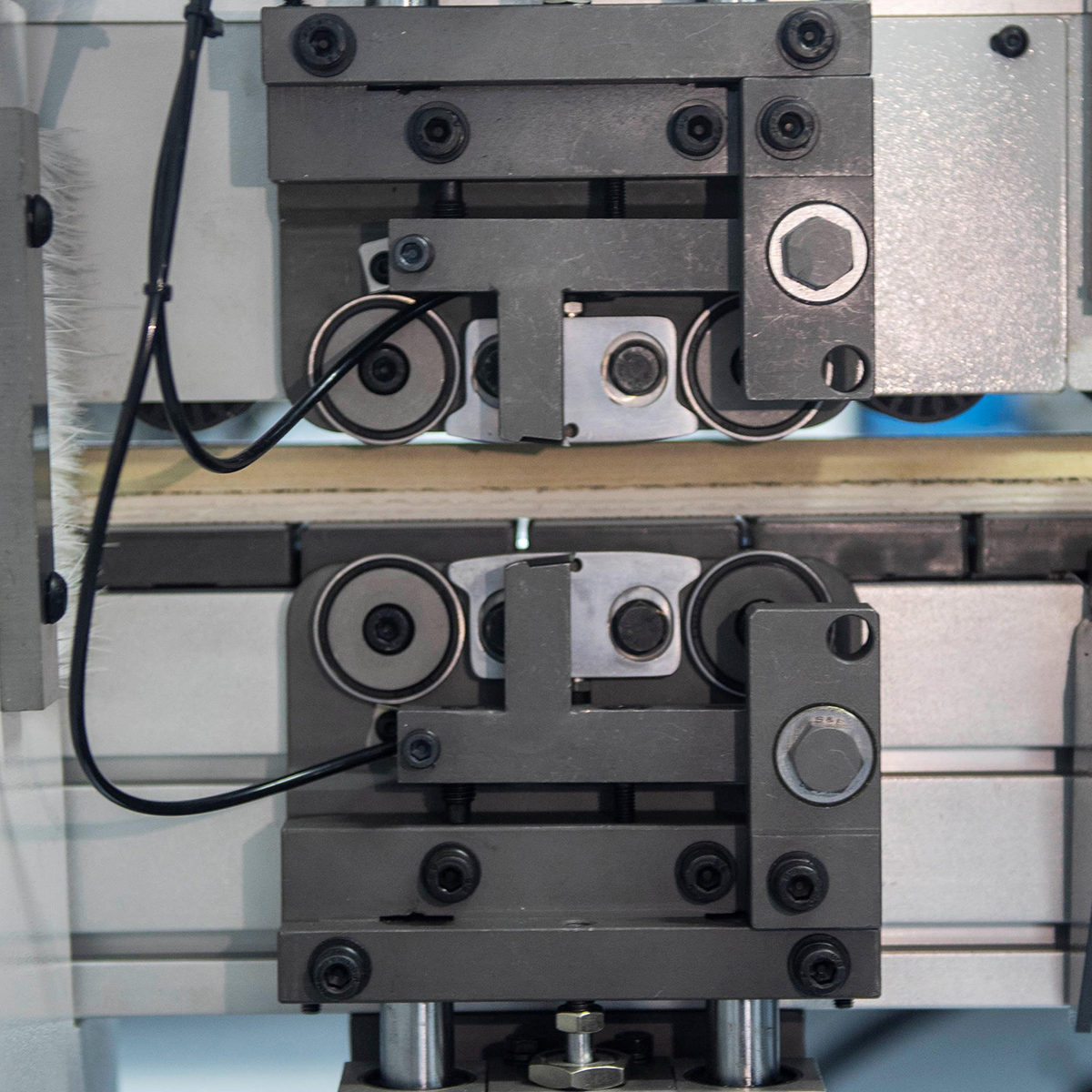
Frézovací jednotka se skládá ze dvou vysokofrekvenčních elektromotorů vybavených diamantovými rádiusovými frézami , které umožňují opracovávat hranový materiál o tloušťce 0,4 - 3,0 mm. Díl je sledován dvěma velkými kulatými vačkami (na každém motoru) namontovanými na plovoucí sestavě, tato konstrukce zabraňuje zmetkům při frézování. První frézovací jednotka je osazena frézami o poloměru 2 mm, druhá frézovací jednotka je osazena frézami s rádiusem 1 mm. Každá frézovací jednotka je nastavena na různé tloušťky hran a přepíná se z ovládacího panelu.
Konturovací jednotka je vybavena čtyřmi vysokorychlostními motory a úspěšně běží rychlostí 24 m/min. Jednotka je vybavena diamantovými rádiusovými frézami. Existují čtyři možná provozní schémata jednotky.
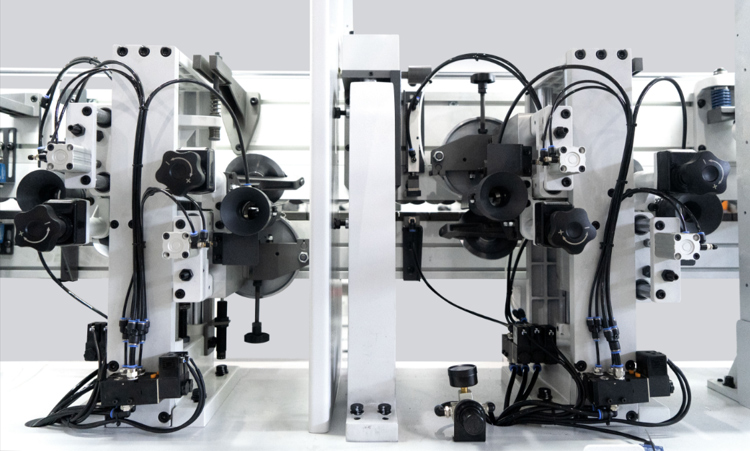
První a druhá rádiusová cidlina je vybavena dvěma tvrdokovovými rádiusovými noži, které po vyfrézování ostří odstraní tenkou vrstvu z vyfrézované části břitu a odstraní kinematickou vlnu, ve výsledku získáme hladký obrobený povrch. U první jednotky je poloměr nože 2 mm, u druhé jednotky je poloměr nože 1 mm. Jednotky se zapínají z ovládacího panelu stroje.
Škrabací jednotky jsou vybaveny pneumatickými rekonfiguračními mechanismy z dálkového ovládání na jinou tloušťku hrany a mechanismem pro dělení zbytků hran po délce, pro jejich efektivnější odstranění.
Rovná cidlina je vybavena dvěma rovnými noži z tvrdé slitiny (škrabkou lepidla), které provádějí opracování hran v místech spojů s dílem. Touto operací se odstraní přebytečné lepidlo a mikrodrsnost na švech v místech přilepení hrany k dílu.

Dvojitá leštící jednotka leští opracovanou část ostří, vysoké kvality je dosaženo prostřednictvím oscilačního systému poháněného pneumatickými válci. Pro dodání konečného lesku hraně je instalována jednotka pro nanášení leštící kapaliny.

Přítlačný pás místo válečků zaručuje přesné a spolehlivé polohování obrobku ve všech fázích opracování hran rychlostí 26 m/min.

Přídavné přítlačné válečky zaručují spolehlivou fixaci obrobku.
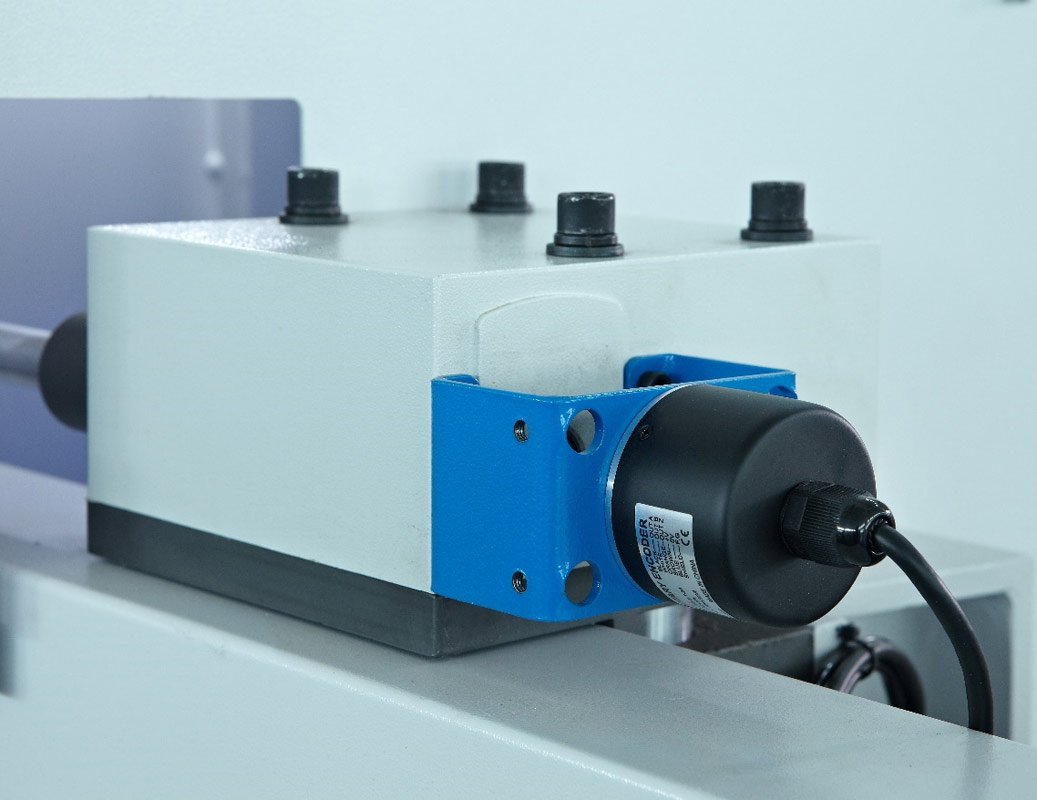
Kodér na mechanismu zvedání/spouštění upínací traverzy umožňuje automatické polohování traverzy na tloušťku dílce nastaveného na ovládacím panelu.

Centrální mazací jednotka automaticky maže vodítka vyžínací jednotky.
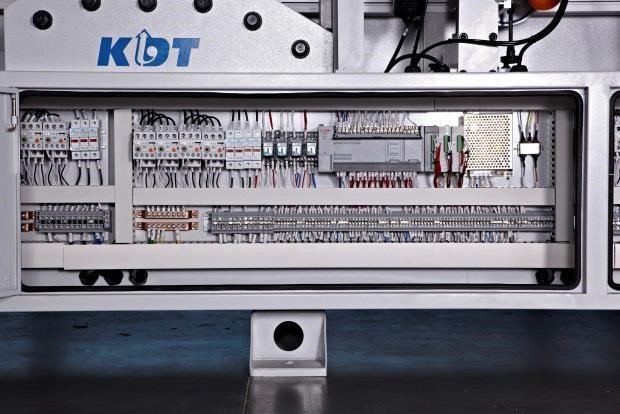
Elektrické komponenty jsou vyrobeny v souladu s normami CE.
Dodávka
Doručení zboží je realizováno prostřednictvím společnosti Zásilkovna nebo osobním odběrem po předchozí domluvě s vedoucím.
Vyřízení objednávky a dodací lhůta je od 2 do 14 dnů.
Částku za doručení vypočítává poštovní operátor individuálně v závislosti na produktu, který si vyberete, způsobu platby a odlehlosti vašeho města.
Způsob platby
Platbu lze provést online na webových stránkách prostřednictvím speciální služby, telefonickým kontaktováním našeho manažera, platbou kartou, platbou při převzetí při vyzvednutí, platbou při převzetí poštou, bankovním převodem pro právnické osoby.











-600x600.jpg "Uzel pro zahřívání čela obrobku pro olepovačku hran")



")