
У попередній статті ми розглянули, які верстати обирають виробництва невеликого розміру. Тепер настав час розібратися із середніми. Який же найкращий верстат для середнього меблевого виробництва і як його вибрати? Виходячи з назви, вони вже мають більші площі та не так обмежені у бюджеті. З цього й будемо виходити. Почнемо з першого етапу виробництва - розкрою матеріалу.
Розкрій матеріалу



Першою відмінністю від малого виробництва буде роль форматно-розкрійного верстата у процесі виробництва. В малому виробництві він міг бути основою процесу, але тут його роль зовсім інша. Цей верстат використовується для розкрою деталей під кутом та виготовлення деталей зі скошеним краєм.

В даному типі виробництв є два основні шляхи розкрою. Перший - розкрійний центр, а другий обробний центр з ЧПК з плоским столом. Кожен з них має різні принципи обробки і тому необхідно вибирати їх залежно від потреб виробництва. Перший проводить цю операцію за допомогою пили. Другий за допомогою фрези.
Розкрійний центр є простим за принципом роботи верстатом, який спеціалізується на пакетному розкрої з декількох листів матеріалу, забезпечуючи безальтернативну продуктивність. Його основна перевага – висока продуктивність та точність розкрою, що робить його незамінним для серійного виробництва. Однак, у порівнянні з обробним центром, він є менш гнучким при обробці, дозволяючи працювати лише з прямолінійними деталями.
До того ж розкрійні центри з ЧПК оснащуються промисловими комп'ютерами, що дозволяє використовувати програми для оптимізації розкрою. Такі програми автоматично формують карти розкрою з урахуванням габаритів деталей і параметрів матеріалу, мінімізуючи відходи та максимально ефективно використовуючи кожен лист.

Обробний центр, навпаки, спеціалізується на індивідуальному підході до обробки матеріалу. Він може розкроювати лише один лист за цикл, проте завдяки вільному переміщенню фрези по осях X, Y і Z, а також наявності магазину зміни інструменту та свердлильної групи, забезпечується недосяжна для всіх інших розкроювальних верстатів гнучкість обробки. Найважливішим проявом цієї гнучкості є можливість одночасного виконання розкрою криволінійних деталей, свердління та фрезерування фасадів. Така універсальність дозволяє використовувати спеціалізовані програми-оптимізатори ще ефективніше.

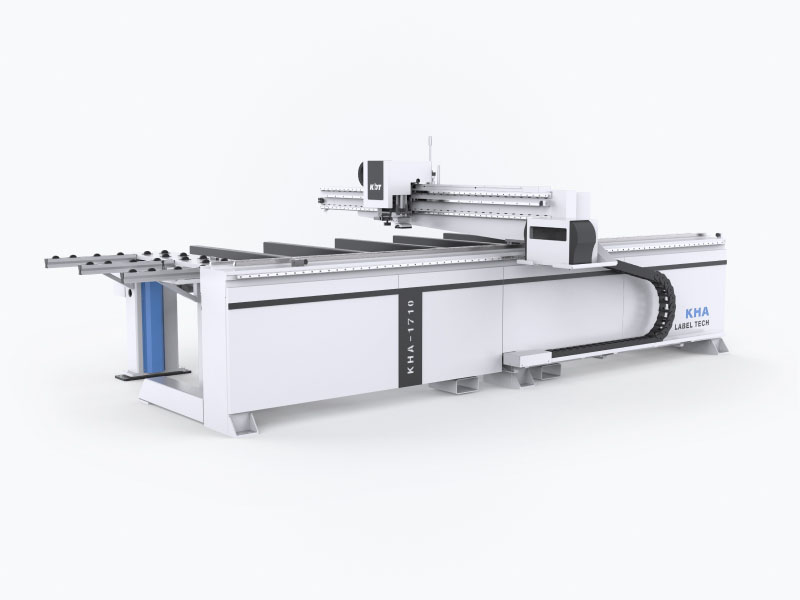

Не меншою перевагою є можливість автоматизації розкрою за допомогою обробного центру з ЧПК. На завантажувальний стіл навантажувачем завантажується пакет листів матеріалу. За допомогою функції автопідйому стіл піднімає лист до робочого рівня верстата. На завантажувачі встановлений принтер для друку етикеток, який розміщує етикетки на матеріалі. Використання етикетки у подальшому процесі виробництва дозволяє автоматично переналаштовувати верстати згідно з програмами обробки та вести облік деталей.
Із завантажувального столу за допомогою вакуумних модулів лист з наклейками завантажується на верстат для обробки. Одночасно з розкроєм, на новому листі вже розміщуються етикетки.
З верстата вже оброблені деталі переміщуються на вивантажувальний стіл. При повній автоматизації спеціальний роботизований маніпулятор вивантажує таку продукцію на конвеєр для подальшої обробки. Але за умов середнього виробництва, зазвичай, ця праця є ручною.
Всі обробні центри з ЧПК в нашому асортименті в базовій комплектації оснащені всіма необхідними компонентами для автоматизації. Ви можете спочатку придбати верстат і потім в зручний для вас час дообладнати його завантажувальним та розвантажувальними столами.

З опису вище стає зрозуміло, що пильний центр є пріоритетним для придбання при масовому виробництві однотипних прямокутних деталей. Він забезпечує максимальну продуктивність при пакетному розкрою. Але у нього відсутня гнучкість при обробці деталей відмінних від прямих.
У свою чергу, обробний центр з ЧПК вирізняється саме гнучкістю обробки. Це оптимальне рішення для виробництв, що працюють з індивідуальними замовленнями. Кожен обробний центр, представлений у нашому каталозі, вже в базовій комплектації оснащений усіма ключовими компонентами, необхідними для подальшої автоматизації. Обладнання для автоматизації верстата можна придбати окремо.
Крайколичкування
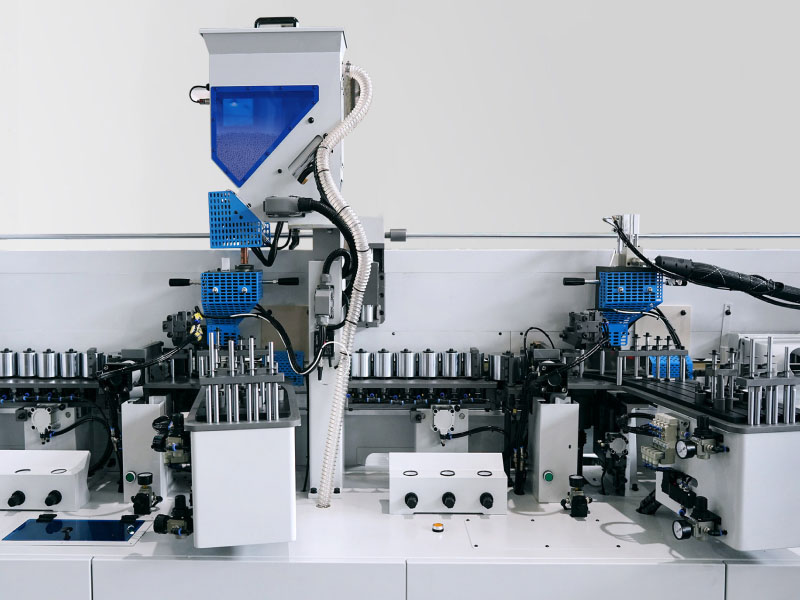
Питання про крайколичкування з попередньої статті зараз вже не стоїть. На середньому виробничому підприємстві обов'язково будуть присутні як універсальні, так і прохідні крайколичкувальні верстати.

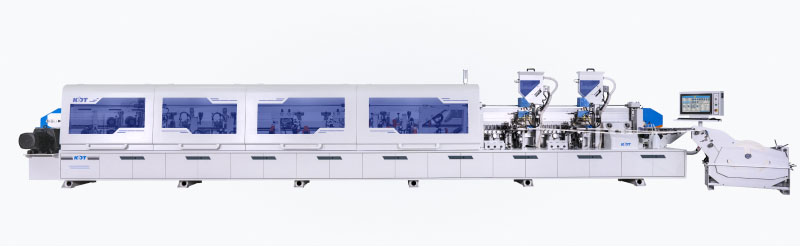
При розробці цеху виникає нове питання: а який саме верстат прохідного типу обрати? Остаточної відповіді на нього немає. Одні дивляться на продуктивність верстата, інші на наявні у ньому вузли. Немалу роль відіграють ціна та розміри самого верстата.
Тому ми почнемо з розбору характеристик, щоб ви визначились, що саме вам потрібно.
Першою характеристикою буде продуктивність верстата. Вона складається з трьох основних компонентів: швидкості подачі деталей, мінімальної відстані між ними при обробці та довжини самого верстата.

Чим більша швидкість обробки, тим більша продуктивність. Швидкість подачі на наших верстатах різниться від 8 м/с до 42 м/с. Відстань між деталями різниться від 350 мм до 1 м. Звісно, чим менша відстань, тим більша продуктивність. Останнім питанням є довжина самого верстата, яка є індивідуальною для кожного з них.
На різних верстатах мінімальні розміри деталей дуже різняться. Наприклад 150х135, 300х45 чи навіть 100х60.
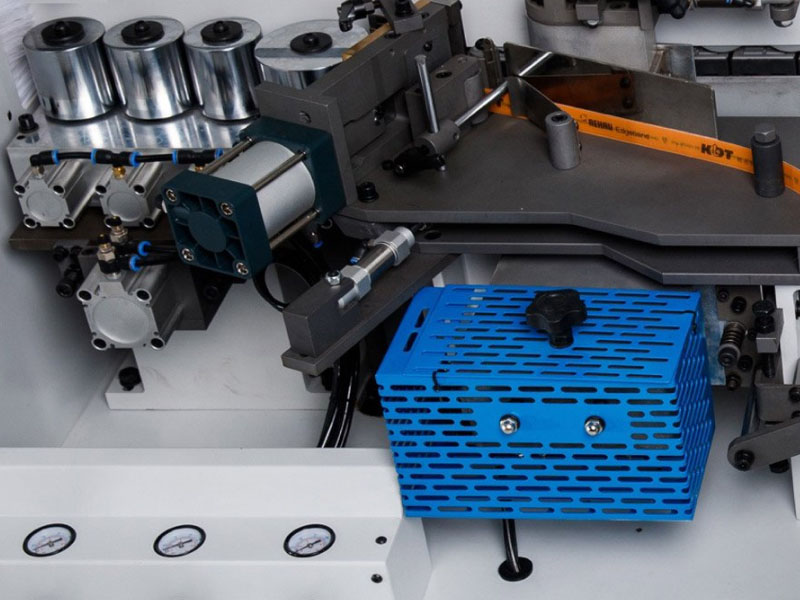
Наступним, не менш важливим параметром, є наявність різноманітних вузлів верстата, які визначають його функціональні можливості. Тож розглянемо ці вузли в порядку, в якому деталь проходить через них у верстаті.
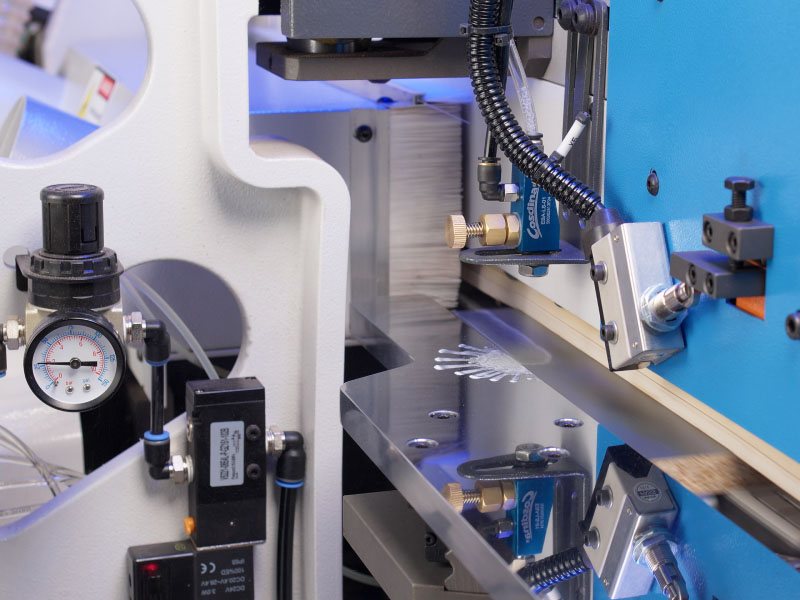
Нанесення антиадгезивної рідини
Перед обробкою на деталь наноситься антиадгезивна рідина, яка запобігає застиганню клею на необроблених частинах деталі.
Вузол попереднього фрезерування
Вузол попереднього фрезерування відповідає за попереднє вирівнювання торцю деталі перед нанесенням крайки. Він видаляє незначні нерівності та гарантує точність обробки. Прикладом таких нерівностей може слугувати слід від підрізної пили.
Інфрачервона лампа
Інфрачервона лампа нагріву встановлена перед вузлом нанесення. Вона прогріває торець деталі та випаровує залишкову вологу, що підвищує адгезію клею та забезпечує надійніше з'єднання крайки з деталлю.
Вузол нанесення клею
Вузол нанесення клею, залежно від конфігурації верстата, включає клейову ванну, систему попереднього розплавлення клею та притискну групу.
Клейові ванни на крайколичкувальних верстатах KDT розрізняють двох типів: нижні та верхні. Нижні клейові ванни є простішим рішенням та призначені для роботи лише з клеєм EVA. Верхні клейові ванни можуть працювати з EVA та PUR клеями й мають ряд інших переваг у порівнянні з нижніми, серед яких легше обслуговування та можливість швидкої заміни на інший тип, або колір клею. За рахунок швидкозмінної конструкції ванни можливе використання багатофункціональної станції для очищення та зберігання клейових агрегатів KDT 88S.
Вузол нанесення клею з нижньою клейовою ванною на верстаті KE-655JSA
Вузол нанесення клею з верхньою швидкозмінною клейовою ванною на верстаті KE-655JSMA
Система попереднього розплаву клею
Система попереднього розплаву клею встановлюється на верстати з верхньою клейовою ванною. Вона дозовано подає клей у ванну, запобігаючи його перегріванню й утворення клейового нагару.

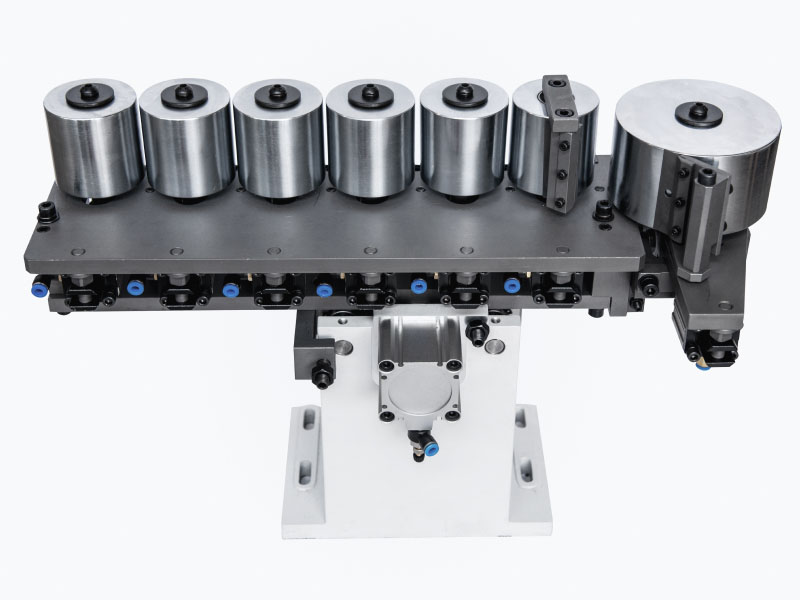
Притискна група
Притискна група забезпечує рівномірний притиск крайки до деталі після наклеювання. Це важливо для якісного з'єднання крайки та деталей.
Торцювальний вузол
Вузол торцювання обрізає крайку на кінцях деталі після її наклеювання, забезпечуючи точну та рівну обробку торців.

Фрезерний вузол
Фрезерний вузол для зняття звисів фрезерує надлишки крайки по верхній та нижній частинах деталі, створюючи ідеальне з'єднання з поверхнею.
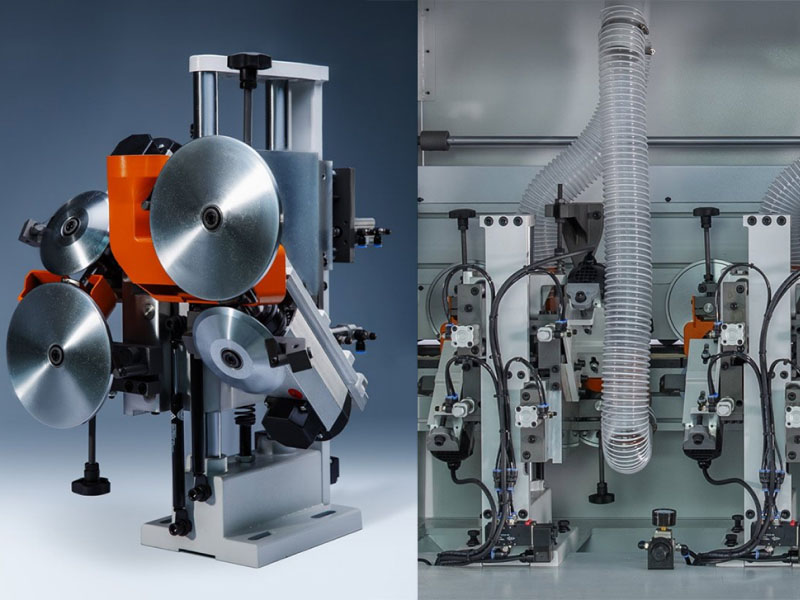
Вузол контурної обробки
Вузол контурної обробки (раунди) обробляє кут деталі відповідно до встановленої програми. Залежно від моделі верстата, вузол може мати два або чотири мотори.
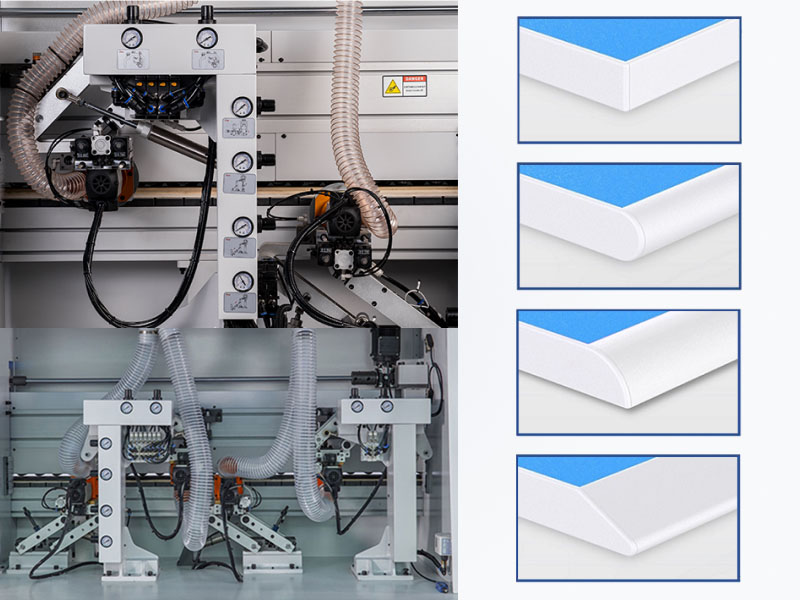
Вузол циклювання з радіусними ножами
Вузол циклювання з радіусними ножами знімає залишкові звиси крайки після фрезерування, надаючи їй завершений вигляд із радіусним профілем.
Вузол циклювання з прямими ножами
Вузол циклювання із прямими ножами виконує остаточне вирівнювання та зняття залишки крайки та клею, надаючи остаточний товарний вигляд деталі.
Пазувальний вузол
Пазувальний вузол створює за допомогою пазувальної пили пази в деталі, що може бути необхідним для подальшого монтажу чи з'єднання елементів.

Нанесення очисної рідини
Перед поліруванням на деталь наноситься очисна рідина за допомогою якої видаляються залишки антиадгезійної рідини та клею.

Полірувальний вузол
Полірувальний вузол полірує місце з'єднання деталі та крайки після завершення обробки, забезпечуючи гладкість та блиск готового виробу.
Залежно від моделі верстата, не всі вузли можуть бути присутніми. Наприклад, пазувальний вузол є лише у моделях KE-655JHSKA, KE-665JHSKA, KE-496GH та KE-496GHC.
Кожне виробництво має свої унікальні потреби, тому, якщо ви не впевнені, який саме верстат вам потрібен, завжди можете звернутися за консультацією до спеціалістів нашої компанії.
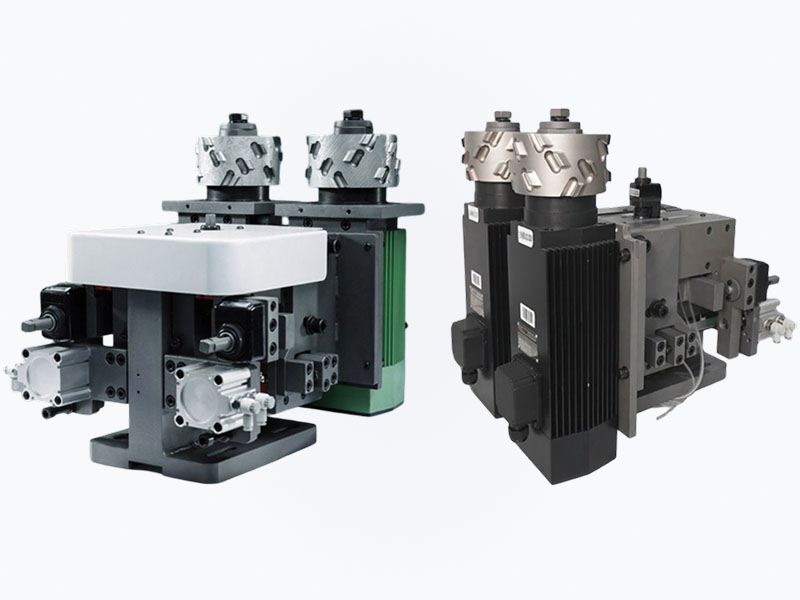
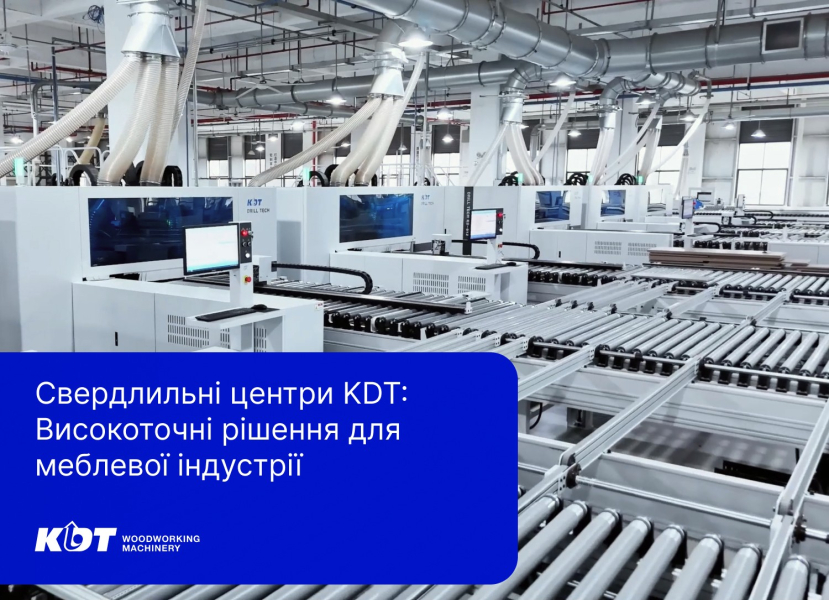
Свердління
Останньою стадією обробки є свердління отворів. Для цієї операції найефективнішим рішенням є свердлильні центри, які забезпечують точність та швидкість обробки, не доступну людині.
Свердлильні центри з ЧПК забезпечують універсальність. Вони підходять для виробництва, де необхідне часте переналаштування під різні типи деталей. Завдяки сучасному програмному забезпеченню, яке дозволяє швидко змінювати параметри, ці верстати ідеальні для малих і середніх серій виробництва. Оператори можуть обирати програми вручну або використовувати систему автоматичного вибору через сканування етикеток. Свердлильні центри оснащуються такими вузлами, як фрезерний вузол, свердлильні голови для обробки деталей з шести сторін та пазувальна пила.

Пакування
Після завершення обробки деталей залишається їх пакування, яке відіграє ключову роль у збереженні продукції під час транспортування та зберігання. Для малих виробництв зазвичай зручніше використовувати готові коробки, що дозволяє заощадити час і ресурси на їх виготовлення. Однак, на виробництвах середнього та великого розміру все частіше використовують спеціалізовані верстати для самостійного виробництва картонних коробок, що дає можливість знизити витрати та підвищити гнучкість у підготовці індивідуальних пакувальних рішень.
Наша рекомендація верстат WG8C1-2400S для виготовлення коробок. Можливе введення розмірів вручну або, при автоматизації виробництва, автоматичне отримання даних від станції вимірювання. Цей верстат підтримує як масове виробництво, так й індивідуальне виготовлення коробок поштучно. Завдяки вбудованій програмі оптимізації кількість відходів зменшується до 45%. Верстат має дві модифікації: одна працює з листовим картоном, інша – з Z-картоном.

Ще одним ефективним рішенням для зниження витрат є верстат WG8V6 для склеювання картонних коробок: завдяки використанню термоклею замість пакувальної стрічки він дозволяє скоротити виробничі витрати до 85%, забезпечує стабільну якість упаковки, покращує товарний вигляд та зменшує габарити пакування при продуктивності до 8 коробок за хвилину.

Висновок
Отже, середні виробництва мають більше можливостей для вибору кращого обладнання, зокрема через ширший бюджет та більші виробничі площі. Як було розглянуто, для різних етапів обробки необхідно правильно підбирати верстати з урахуванням продуктивності, гнучкості та потреб виробництва.
Форматно-розкрійний верстат може виконує допоміжну роль в той час, як основне навантаження в середніх виробництвах переймають розкрійні центри або обробні центри з ЧПК. Кожен з цих варіантів має свої переваги, і вибір залежить від того, що є пріоритетом для виробництва — масова продуктивність або індивідуальний підхід до обробки деталей.
Щодо крайколичкування, середні виробництва зазвичай використовують як універсальні, так і прохідні крайколичкувальні верстати. Їхні технічні характеристики — швидкість подачі, відстань між деталями та вузли для їх обробки — мають вирішальне значення при виборі обладнання.
Для середніх виробництв операція свердління ефективно виконується лише на свердлильних центрах з ЧПК, які поєднують гнучкість обробки з високою продуктивністю.
Нарешті, для пакування продукції доцільно використовувати власне обладнання для виготовлення та склеювання коробок, адже це дозволяє зменшити витрати на пакування, скоротити відходи та забезпечити більшу гнучкість у виборі пакувального формату.
Ми рекомендуємо звернутися до наших спеціалістів для консультації щодо підбору оптимального обладнання. Це допоможе нам врахувати всі нюанси, забезпечити максимальну ефективність та вибрати найкращий верстат для виробництва меблів для кожної ділянки вашого виробництва. Наші експерти з Stancomplect нададуть професійну допомогу у виборі рішень, що найбільш відповідатимуть вашим вимогам.
Детальні контакти ви знайдете на сторінці: stancomplect.com/contacts.




Написати коментар