 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
 з двома клейовими ваннами, чотирьохмоторним вузлом раундів та магазином для крайки")
Безкоштовний чат з досвідченим фахівцем
Звертайтесь у зручний час — ми на зв’язку з 9:00 до 16:00



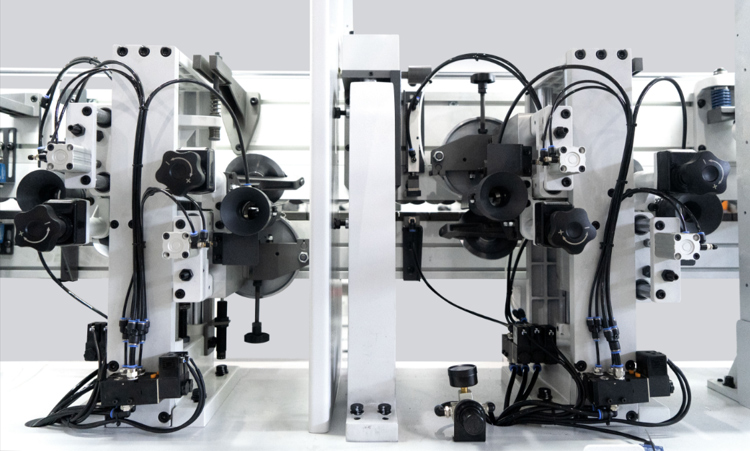
Автоматичний крайколичкувальний верстат прохідного типу KE-668JGBAC4 (50) з двома клейовими ваннами, чотирьохмоторним вузлом раундів, ремінним конвеєром, магазином для крайки, подвійними фрезерним, циклювальним, полірувальними вузлами від KDT MACHINERY призначений для одночасного облицювання прямолінійних крайок меблевих щитів та заготовок синтетичним рулонним матеріалом заготовок шириною від 50 мм.
- Вузол прифугування.
- Сервомагазин для крайки на 4 позиції.
- Притискний вузол.
- Вузол торцювання.
- Перший вузол фрезерний для зняття звисів.
- Другий вузол фрезерний для зняття звисів.
- Вузол контурної обробки (раунди).
- Перший вузол циклювання з радіусними ножами.
- Другий вузол циклювання з радіусними ножами.
- Вузол циклювання із прямими ножами.
- Перший полірувальний вузол.
- Другий полірувальний вузол.
- Дві клейові ванни для EVA/PUR – одна верхня з попереднім розплавом клею, а інша нижня без попереднього розплаву клею.
- Пневмоперестановка на різну товщину крайки з пульта керування.
- Притискна стрічка замість роликів гарантує точне позиціонування деталі всіх етапах обробки крайки при швидкості 24 м/хв.
- Можливість обробки заготовок після операцій свердління.
- Сервомагазин крайки на чотири позиції.
- Верстат може працювати 24 години на добу без зупинок та обробляти 3500-4000 м.пог./зміну.
- Висока швидкість подачі до 24 м/хв, що є одним із головних показників крайколичкувальних верстатів.
- Персональний комп'ютер для керування функціоналом верстата із “Touch screen”.
- Вбудоване керування по колійних точках для безконтактного керування обробними агрегатами.
- Можливість програмування технологічних перерв.
- Реалізовано можливість автоматичного переналаштування траверси на розмір, встановлений на пульті керування за допомогою енкодера.
- Додаткові притискні ролики для надійного тримання заготовки.
- Індивідуальний частотний перетворювач кожного робочого вузла.
- Лампа для попереднього нагрівання заготовки торця.
- Освітлення у захисній кабіні.
- Кінцеві вимикачі на дверцятах у захисній кабіні.
- Пневматична шторка на клейовому валу, захищає його від забруднення.
- Регулює передні та задні звіси крайки з панелі керування.
- Виконання за стандартами ЄС.
- На верстаті встановлено два вузли нанесення рідин:
- Перший вузол для нанесення розділової рідини: за допомогою 2-х форсунок перед агрегатом попереднього фрезерування (прифугування) заготовки. Це наноситься спеціальна розділова рідина, залишки клею, що виступають назовні, не вступають у з'єднання із заготівкою.
- Другий вузол для нанесення полірувальної рідини: за допомогою 2-х форсунок перед полірувальним агрегатом. Це наноситься очищувальна рідина. Основне завдання видалення нанесеного на початку антиадгезиву (роздільна рідина) та вільних залишків клею. А також для надання блиску обробленій крайці деталі.
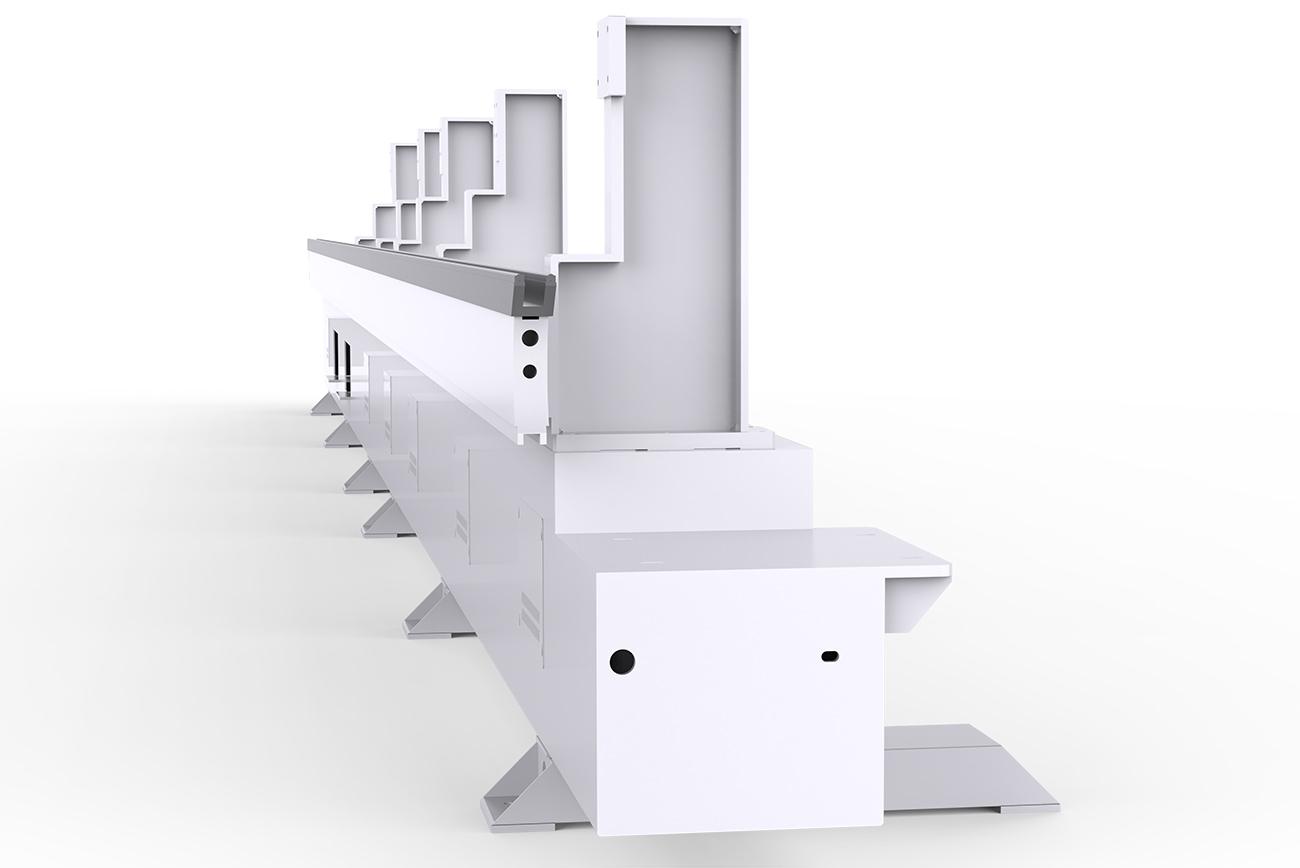
Рама крайколичкувального верстата має форму жорсткого короба з необхідними ребрами жорсткості, що гарантує точне розташування всіх вузлів протягом усього терміну експлуатації.

Управління верстатом здійснюється за допомогою спеціального пульта обладнаним промисловим дисплеєм із системою «Touch screen». Значки увімкнення/вимкнення вузлів та агрегатів на дисплеї інтуїтивно зрозумілі та не вимагають спеціальних навичок для роботи на верстаті.
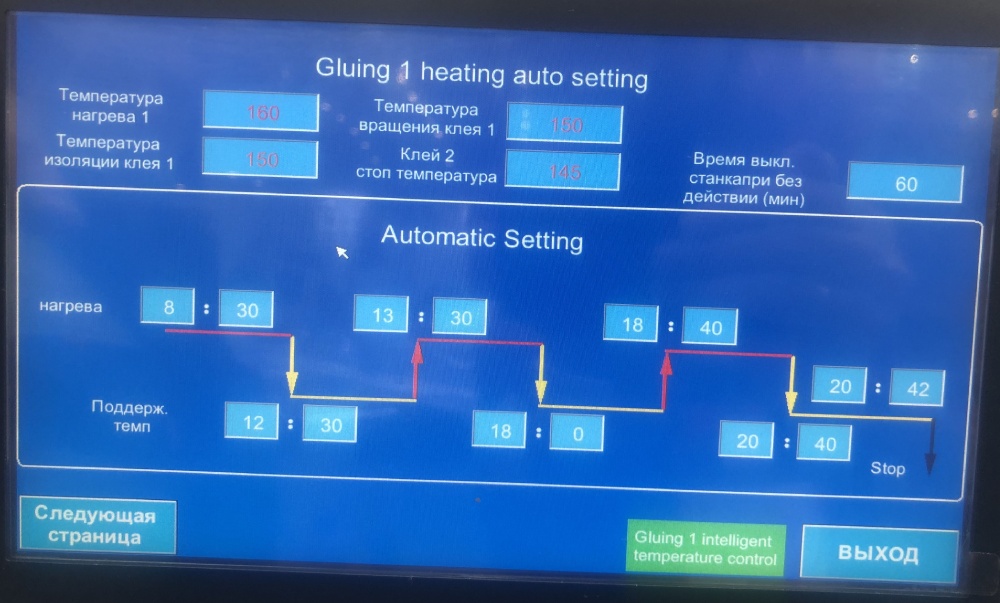
Можливість програмування технологічних перерв нагріву клейової ванни.
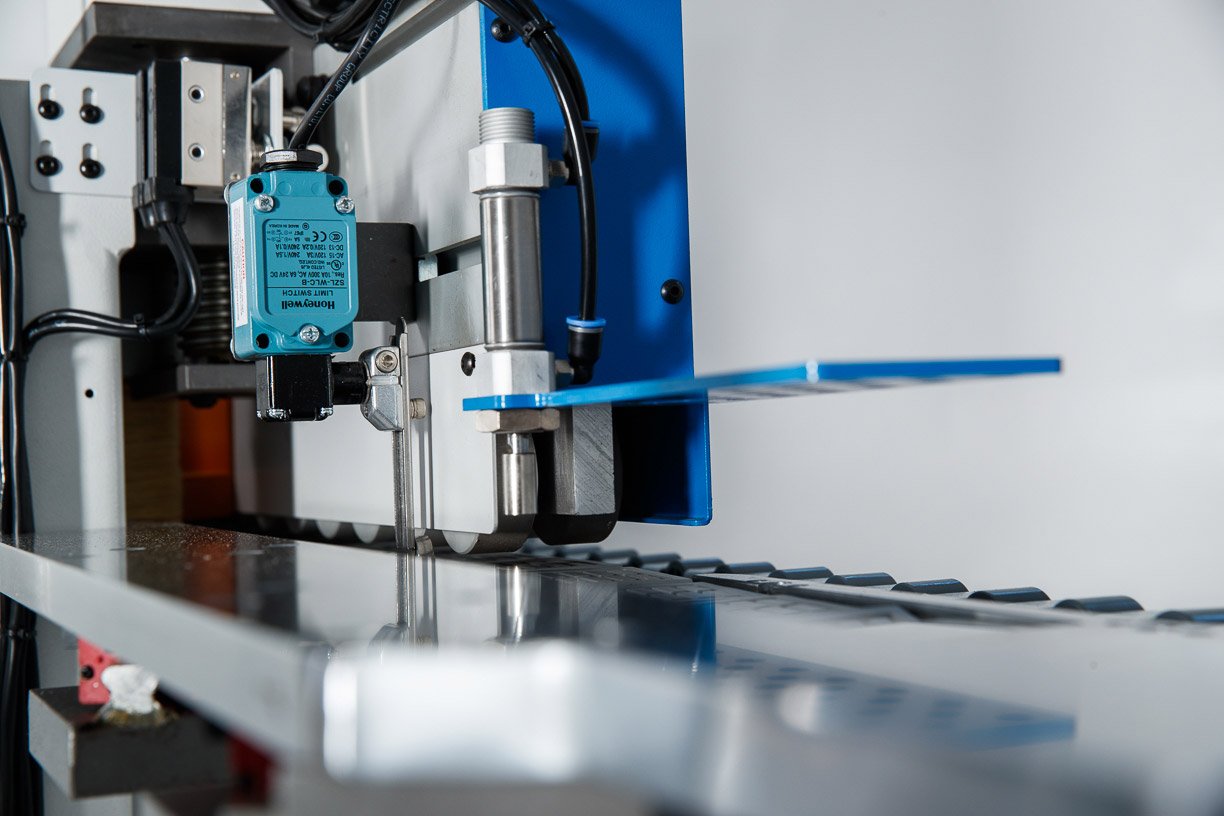
Шток дозатор подачі заготовок, контролює мінімальну відстань між заготовками, запобігаючи пошкодженню вузлів верстата під час роботи.
Мінімальна ширина оброблюваних заготовок 50 мм.
Вузол прифугування оснащений двома високочастотними двигунами, що забезпечує якісну обробку торця матеріалу перед приклеюванням крайки. Попереднє фрезерування справляється зі «сходинкою» від підрізної пилки, сколами. Вузол попереднього прифугування оснащений алмазними фрезами висотою 40 мм (65 мм – опція).

Лампа нагрівання торця заготовки перед клейкою крайки покращує якість приклеювання крайки до деталі.
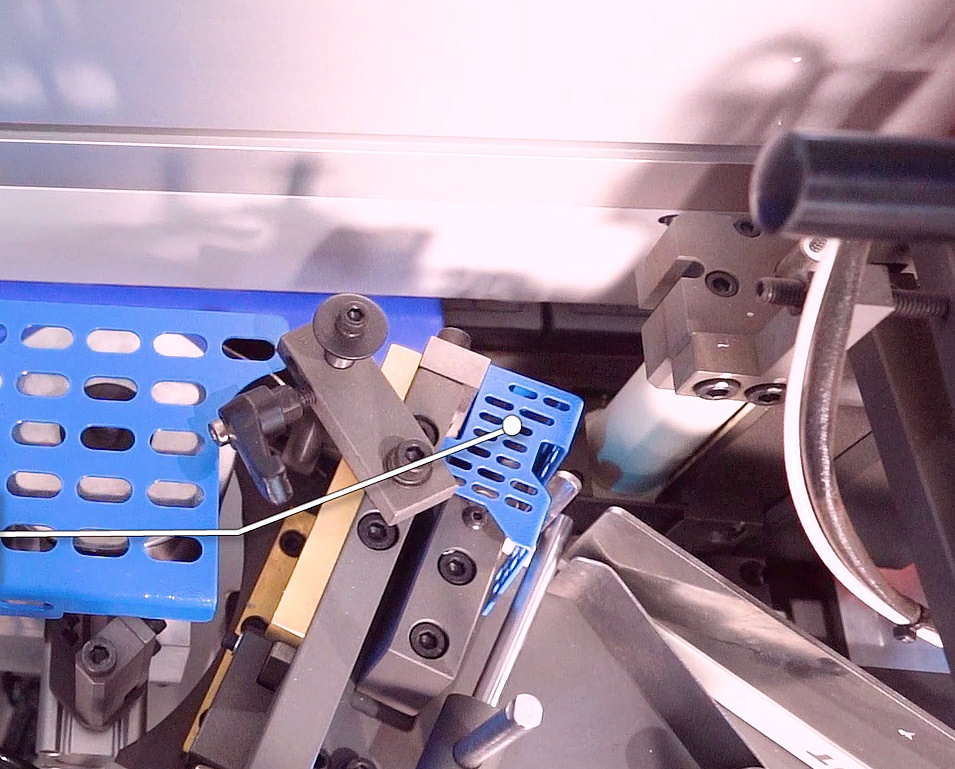
Незалежне керування вузлом подачі крайки.

Верстат оснащено сервомагазином на чотири позиції для крайки. Робота згідно з програмою обробки.
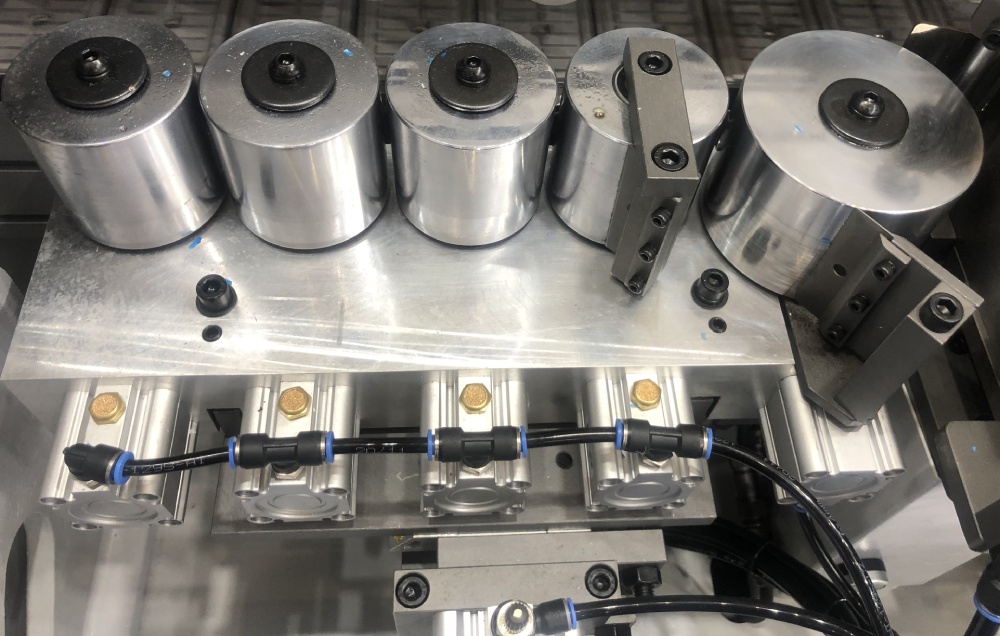
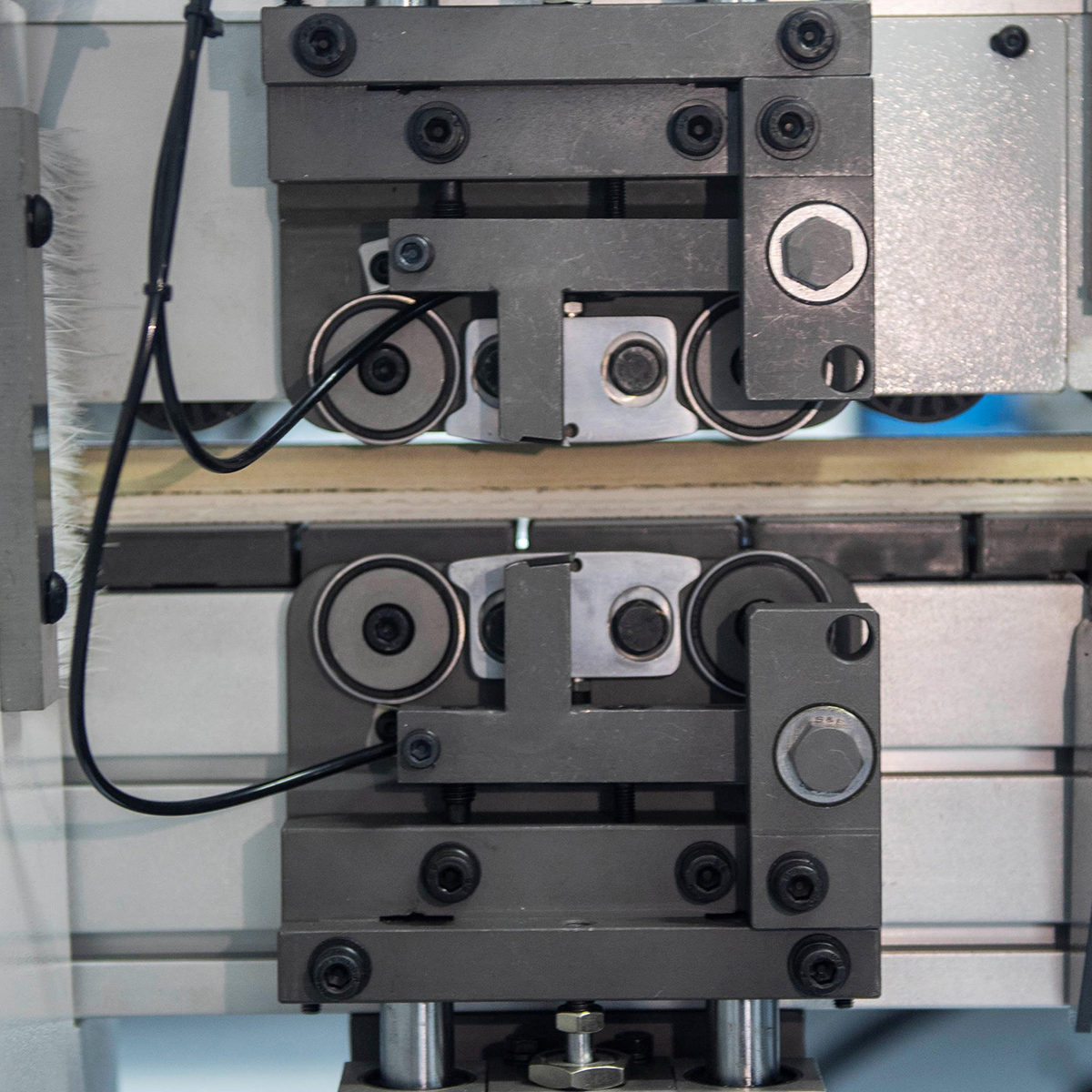
Притискний вузол складається з 5 роликів, які приводяться в дію за допомогою пневматики, що гарантує рівномірний розподіл зусиль на крайку під час приклеювання. З 4-х роликів 2 ролика мають різний конус, що забезпечує розподіл зусилля притиску по товщині деталі. 2 циліндричні ролики здійснюють тиск по всій товщині деталі, а 3 конічних ролика зосереджені на нижньому і верхньому ділянках деталі. Потужний пневматичний циліндр ножа попередньої торцювання успішно справляється з товстою крайкою.
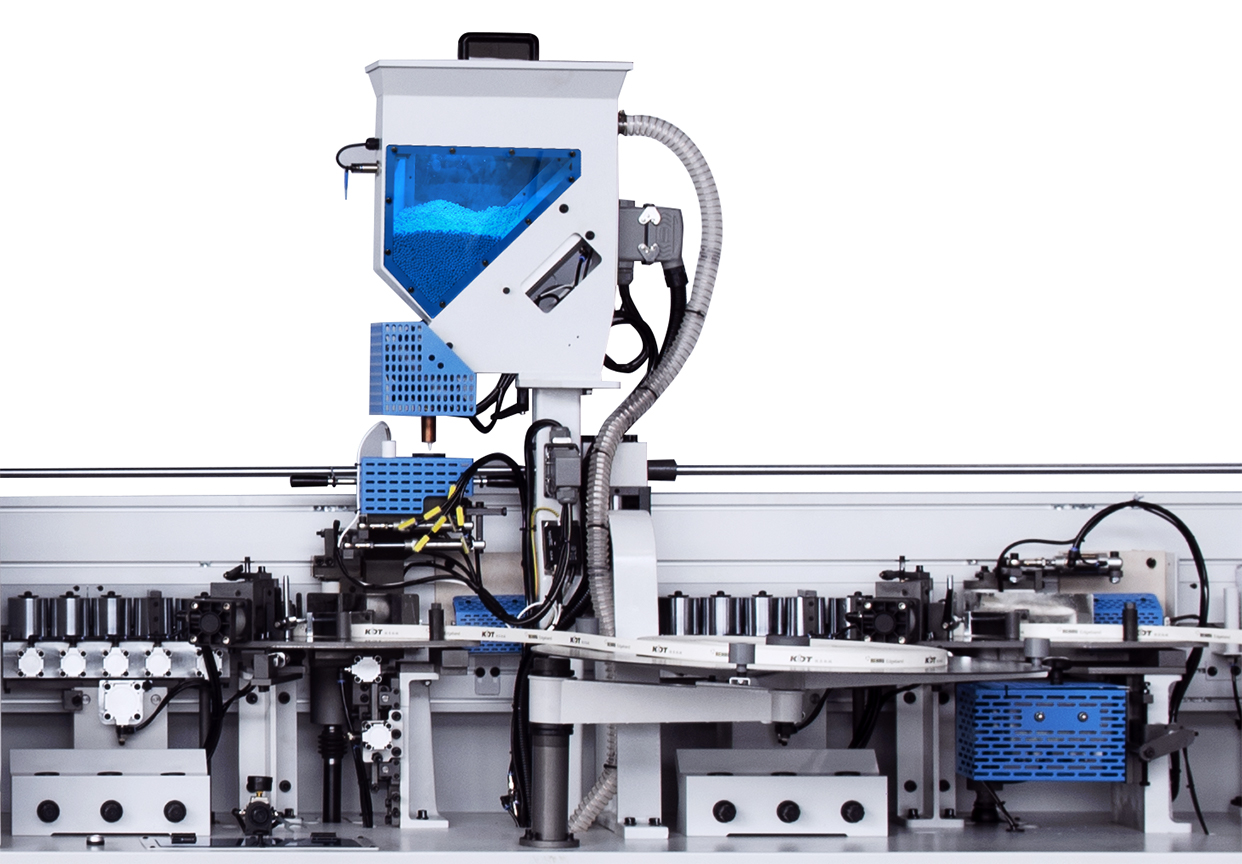
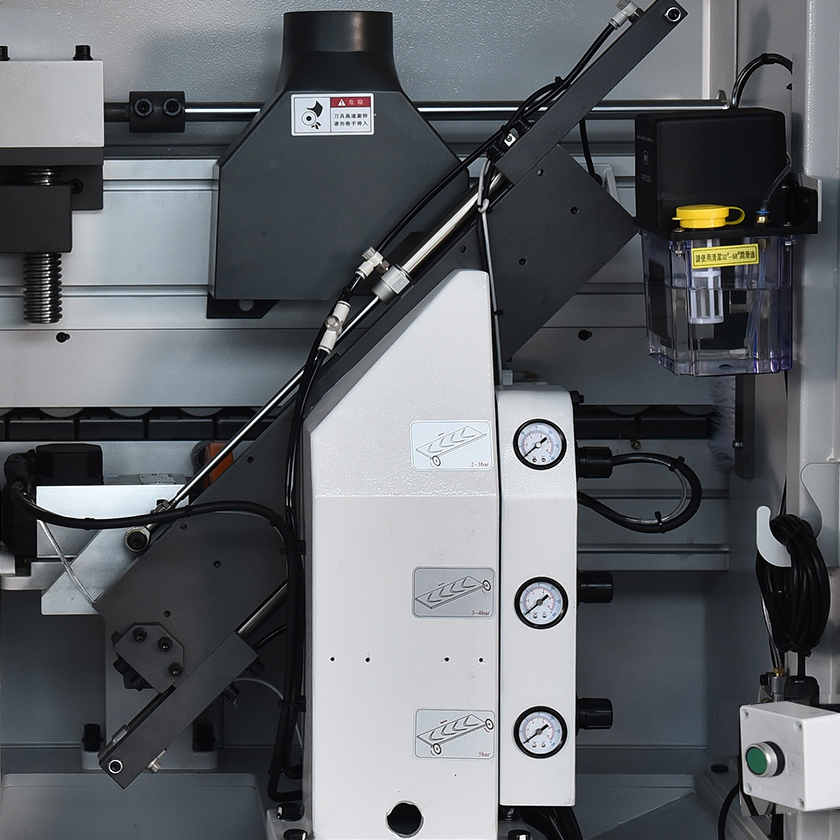
На верстаті встановлено дві клейові ванни. Перша – автоматична верхня клейова ванна із попереднім розплавом клею, місткістю 5 літрів. Клей подається дозовано та не перегрівається під час простоїв верстата. Оглядове вікно дозволяє контролювати наявність клею. Час розігріву та готовності до роботи 15 хвилин. Друга - клейова ванна без попереднього розплаву клею з антипригарним покриттям.
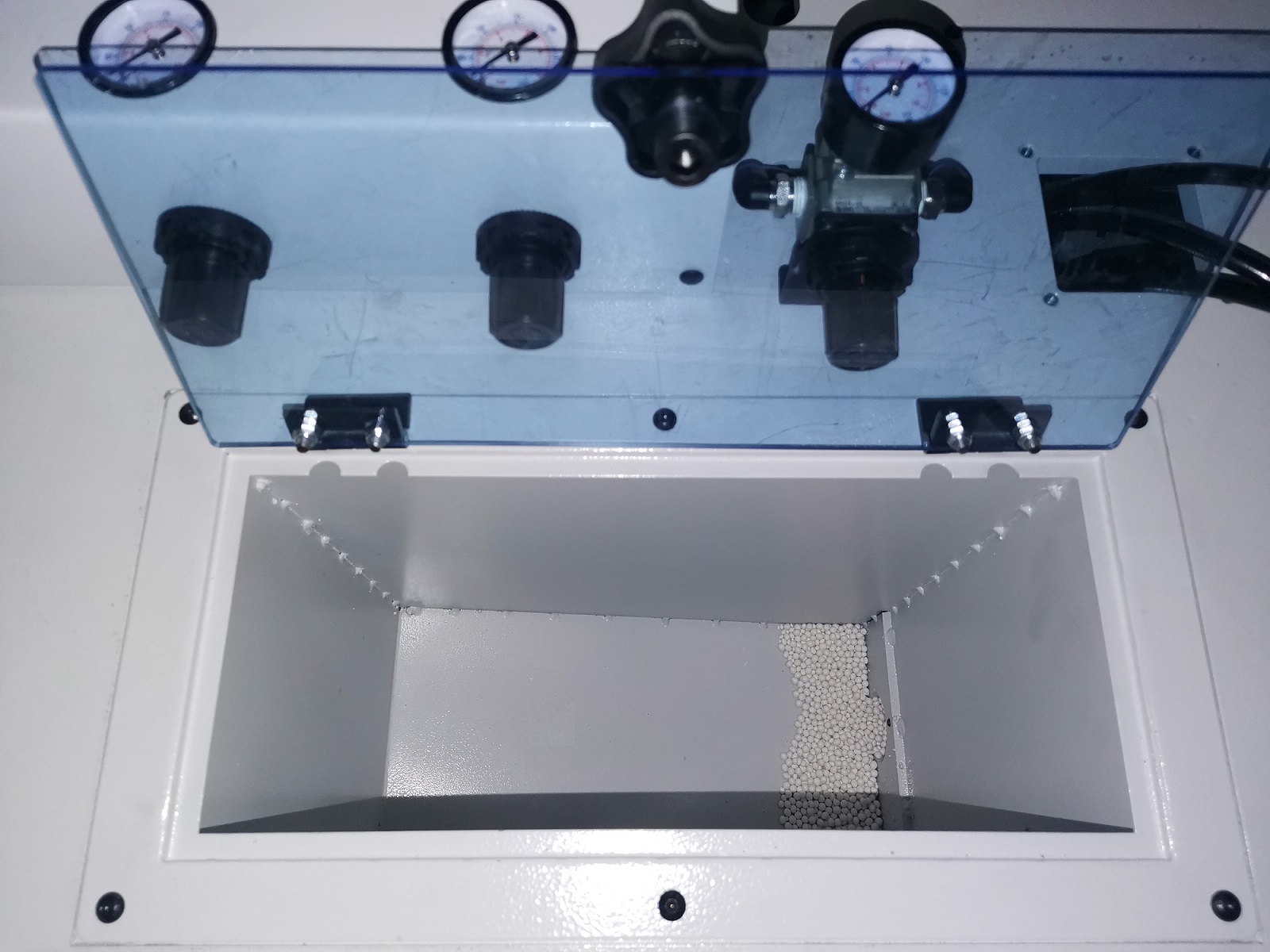
Верстат оснащений автоматичним пневматичним завантаженням гранульованого клею. Внизу в рамі верстата встановлений великий бункер на 12,5 кг, з якого за допомогою повітряного потоку, гранули транспортуються у верхній бункер з передрозплавом.
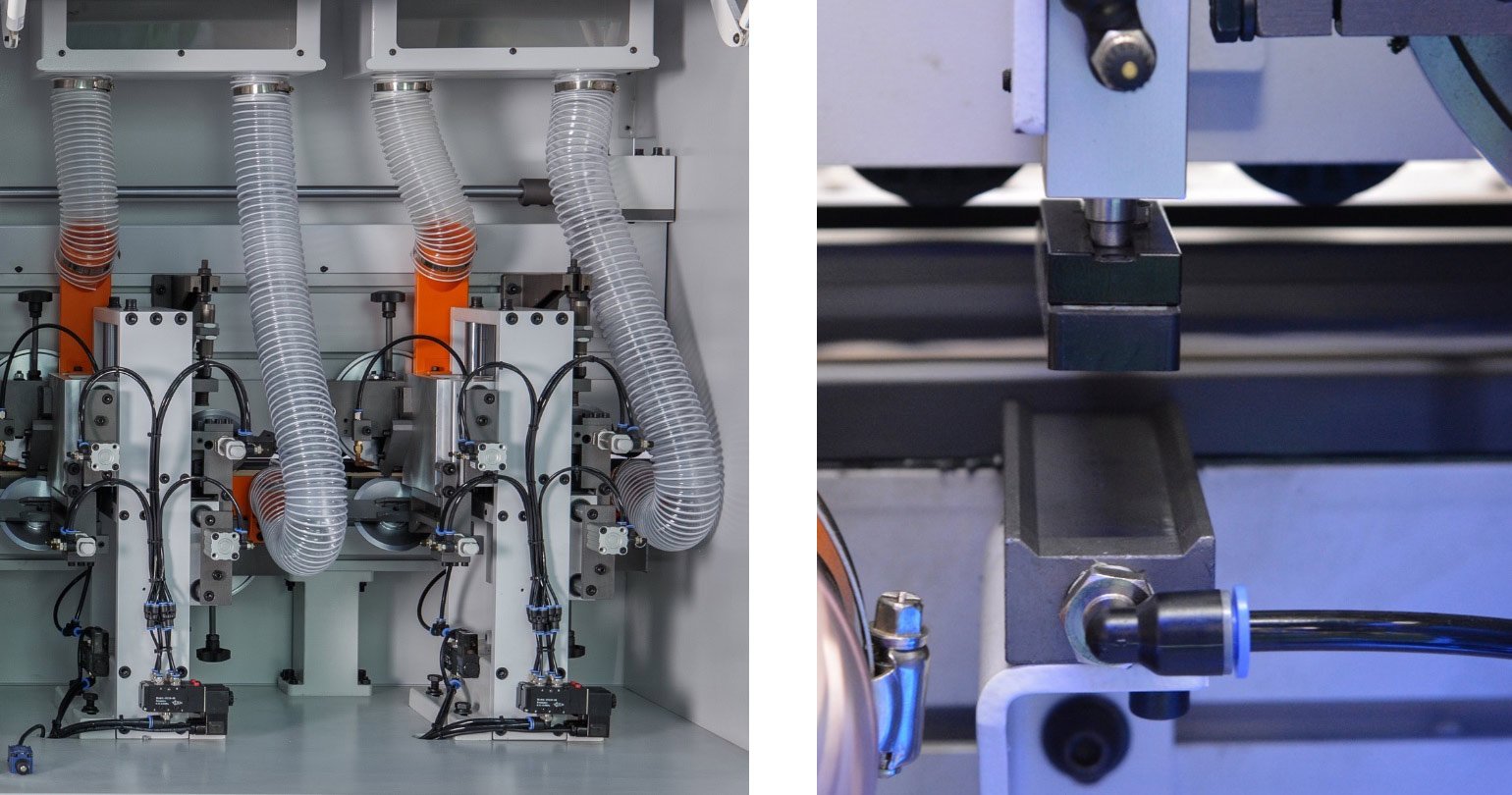
Вузол торцевої обрізки оснащений двома високочастотними електродвигунами, а переміщення пильних вузлів здійснюється за спеціальними лінійними напрямними. Вузол оснащений системою автоматичного змащення напрямних, а також власним аспіраційним патрубком. Торцювальні пилки мають кут повороту 0-15 град.
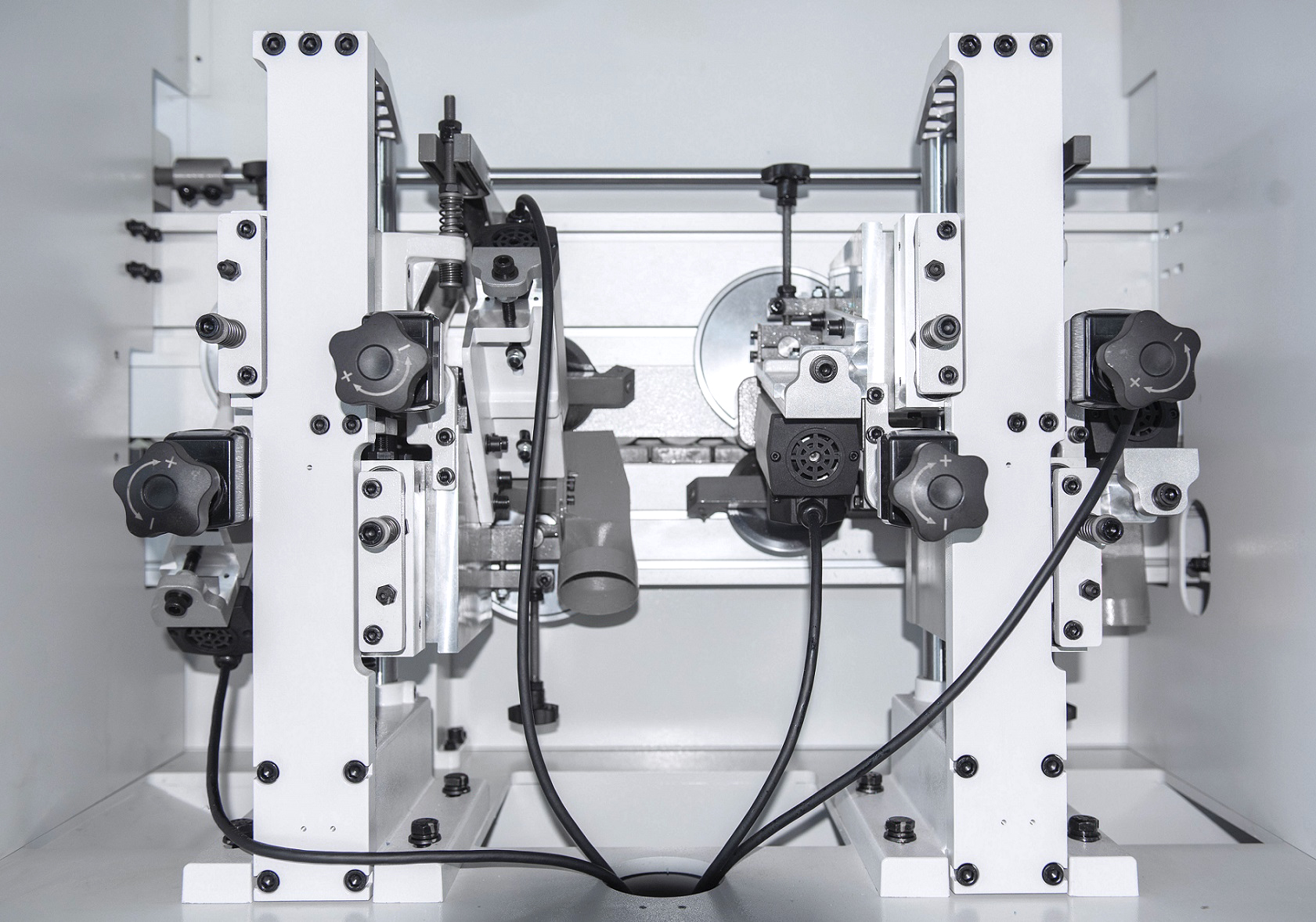
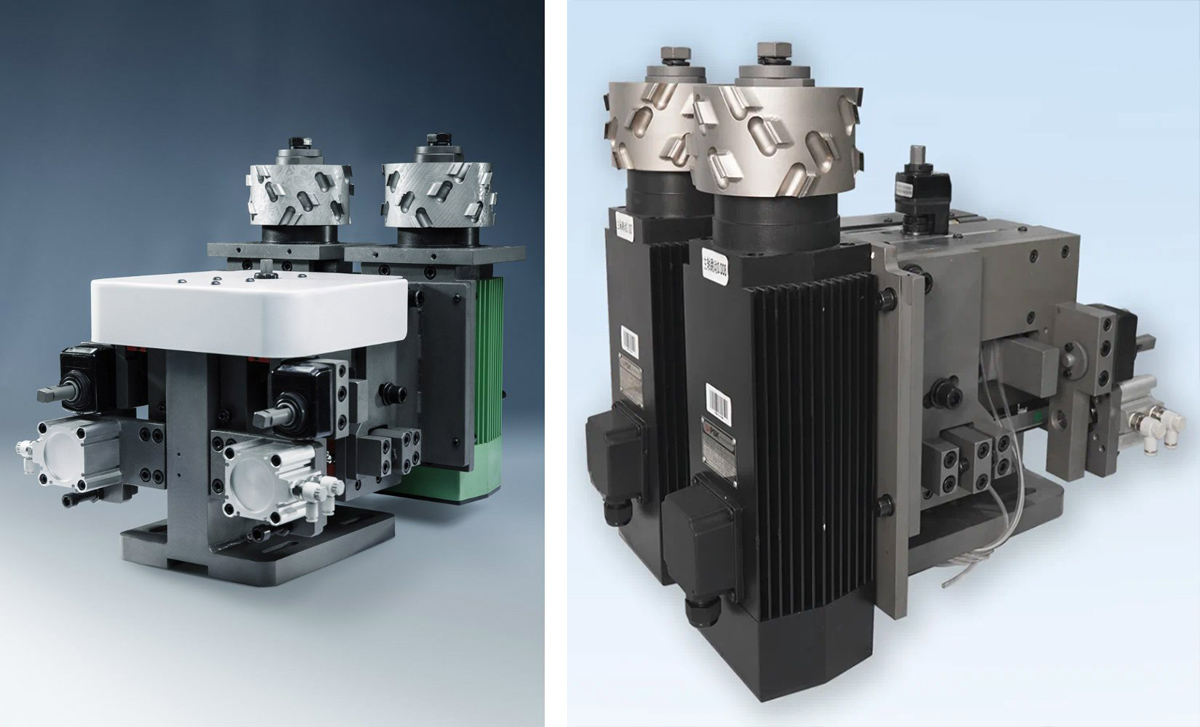
Фрезерний вузол складається з двох високочастотних електродвигунів, оснащених алмазними радіусними фрезами , які дозволяють обробляти крайку товщиною 0,4 – 3,0 мм. Деталь відстежується за допомогою двох великих круглих копірів (на кожному моторі) встановлених на плаваючому вузлі, ця конструкція запобігає появі браку під час фрезерування. Перший вузол фрезерний оснащений фрезами радіусом 2 мм, другий фрезерний вузол оснащений фрезами радіусом 1 мм. Кожен фрезерний вузол налаштовується на різні товщини крайки та перемикається з пульта управління.
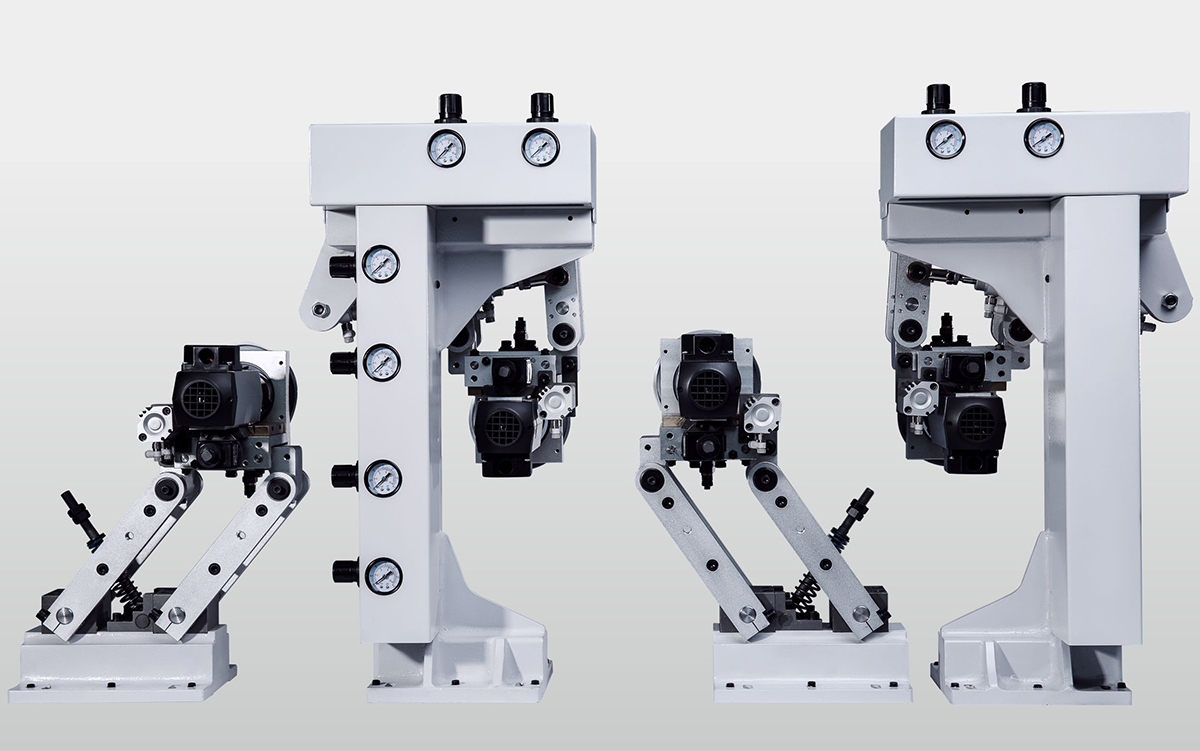
Вузол раундів (контурної обробки) оснащений чотирма високошвидкісними моторами та успішно працює на швидкості 24 м/хв. На вузлі встановлено алмазні радіусні фрези. Можливі чотири схеми роботи вузла.
Перший і другий вузол циклювання оснащені двома твердосплавними радіусними ножами, які після фрезерування крайки знімають тонкий шар з відфрезерованої частини крайки та прибирають кінематичну хвилю, в результаті ми отримуємо рівну оброблену поверхню. На першому вузлі радіус ножа 2 мм на другому вузлі радіус ножа 1 мм. Увімкнення вузлів відбувається з пульта керування верстата.
Вузли циклювання оснащені механізмами пневоперенабудови з пульта на іншу товщини крайки та механізмом розподілу залишків крайки по довжині, для більш ефективного їх видалення.
Вузол прямого циклювання оснащений двома твердосплавними прямими ножами (клейова цикля), які здійснюють обробку крайки в стиках з деталлю. Ця операція видаляє надлишки клею та мікронерівності на швах у місцях приклеювання крайки до деталі.

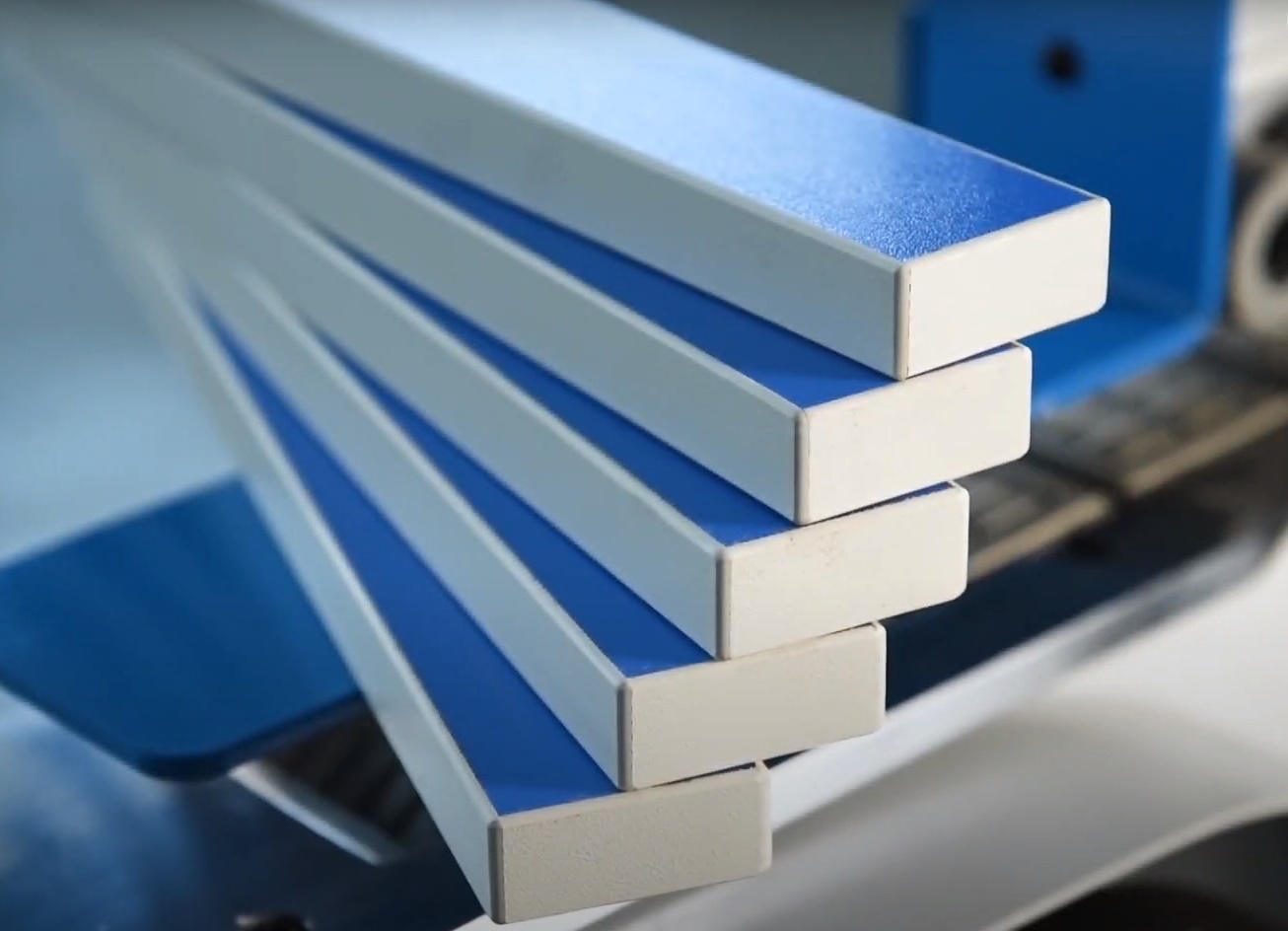
Подвійний вузол полірування здійснює полірування обробленої частини крайки, висока якість досягається за рахунок системи осциляції з приводом пневматичних циліндрів. Для надання фінішного блиску крайки встановлений вузол нанесення полірувальної рідини.

Притискна стрічка замість роликів гарантує точне та надійне позиціонування деталі на всіх етапах обробки крайки при швидкості 26 м/хв.

Додаткові притискні ролики гарантують надійну фіксацію заготовки.
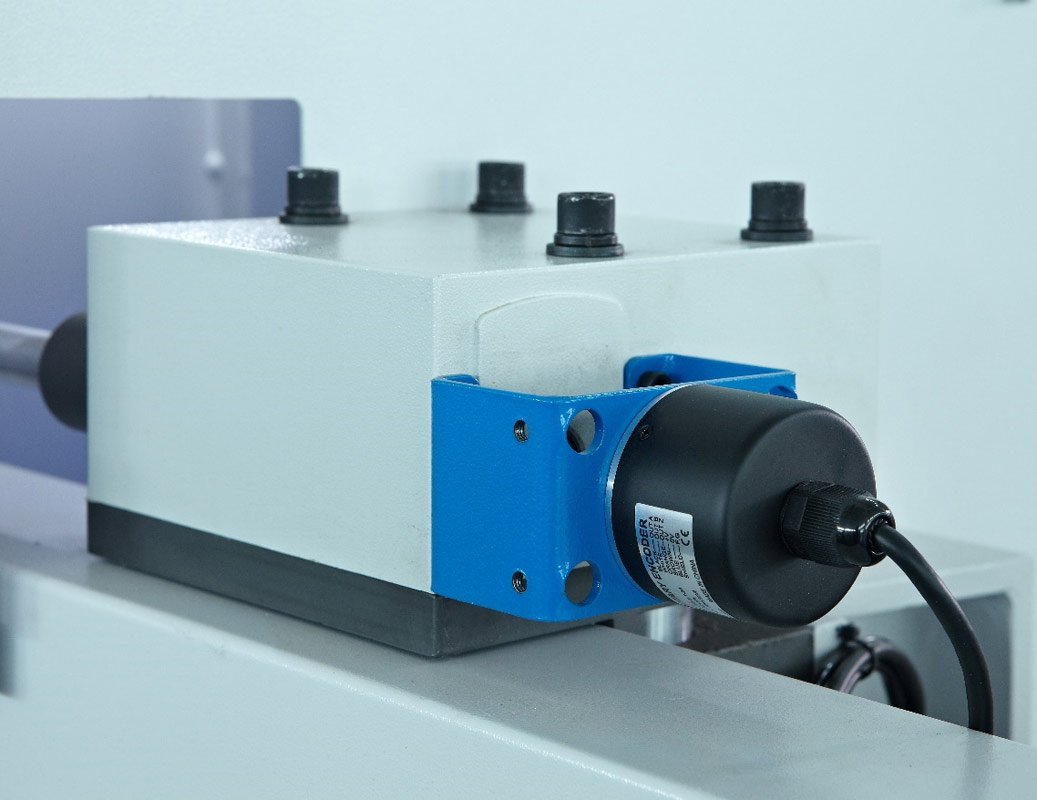
Енкодер на механізмі підйому/опускання притискної траверси дозволяє автоматично позиціонувати траверсу на товщину деталі, встановлену на пульті керування.

Вузол централізованого змащення автоматично здійснює змащення напрямних вузла торцювання.
Електричні компоненти виконані відповідно до стандартів ЄС.
Доставка
Доставка товару здійснюється оператором Нова Пошта або за допомогою самовивозу. Також можлива доставка іншою поштовою компанією за попередньою домовленістю з менеджером.
Термін виконання замовлення та доставки від 1 до 3 днів.
Сума доставки розраховується індивідуально поштовим оператором в залежності від вибраного вами товару, форми оплати та віддаленості вашого населеного пункту.
Оплата
Оплату можна здійснити онлайн на сайті через спеціальний сервіс, зв'язавшись з нашим менеджером за телефоном, зробивши оплату на карту Приватбанк, оплатити при отриманні при самовивозі, оплатити при отриманні на пошті, зробити безготівковий розрахунок для юридичних осіб.













-600x600.jpg "Вузол прогріву торця заготовки для крайколичкувального верстата")



")












